Community
- Forums Home
- >
- Community Archive - Read Only
- >
- IdeaStation
Announcements
Visit Fusion 360 Feedback Hub, the great way to connect to our Product, UX, and Research teams. See you there!
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Fusion 360 IdeaStation (Archived)
This forum has been archived. Please join us on the Fusion 360 Feedback Hub
Options
- Mark all as New
- Mark all as Read
- Float this item to the top
- Subscribe
- Bookmark
- Subscribe to RSS Feed
Idea Statuses
- Gathering Support 6,035
- オートデスク今後検討 45
- Future Consideration 782
- オートデスク審査落選 252
- Implemented 565
- RUG-jp審査通過 2,073
Showing ideas with category CAM.
Show all ideas
I have multiple CNC machines and would love to see nesting. I currently use Alpha Cam, Router Cim, Xilog, and Holzher Hops to program all my different machines. I think Fusion is ripe for being able to tap into this sector of machining. The ability to share, and posts and all the other features have me chomping at the bit. I have made programs with it on one of my routers, but it would be great to create one nest, and be able to tool it and post depending on what machine I want to send it to. Huge time saver, since the actual nesting takes the most time finding the perfect nest, and its also frustrating not having the machine control in some cam packages (HOPS) to be able to do fancy machining
Show More
Vote
When using tools where multiple selections are required it would more efficient to change inputs with the tab key instead of clicking on the next input box.
For instance the Mirror tool requires Objects to be mirrored and a Mirror Line. the Objects input is selected by default, but to switch to the Mirror Line input you must select it with the mouse. Using the tab key would speed up the process.
-Jake
Show More
Hello there, Fusion360 enthusiasts! Due to low budgets we frequently have to print some views of our designs in real size (1:1 scale) so we are able to prototype them, like drilling holes in the right place or cuting a piece of sheetmetal with handheld tools instead of using laser cut, machining or some other expensive process for example. The problem is that sometimes these designs are a bit larger than fusion would expect and they don't fit the standard sheet sizes that come with the software by default. My idea is that in addition to the standard sheet sizes you have a "custom sheet size" option where you type the dimensions you want your sheet to have so you can make any design fit in the scale you want! Thanks for your Attention, Davi Alves Raquel
Show More
For industry and manufacturing reasons/workflows it is pretty important to add geometric dimensioning and tolerancing annotation (GD&T) and other manufacturing information directly to the 3D model.
Furthermore it would be also pretty important to retrieve these annotations in the technical drawing.
Model based definition example 1
Model based definition example 2
Cheers
Chris
Show More
As shown in this video: https://www.youtube.com/watch?v=9toDzfXcGo8 This is an extremely clumsy process. It is almost absolutely necessary when you want to flip parts: design the body or component set up a CAM setup with its machining operation for the top side of the design set up a CAM setup with its machining operation for the bottom side of the design I want to be able to use the result of operation 2 to use it as stock for the operation 3. Changes on the design or the CAM operations of operation 2 would have to automatically be reflected in the stock for operation 3. Can you make that happen?
Show More
I propose that right-clicking on a Setup and clicking "Machining Time" should show not ONLY the total machining time for all operations within the setup (as it does now) but ALSO a list with EACH operation and its respective machining time!
Why?
1) When editing operations to reduce cycle time, OFTEN there is the most to gain in the longest operation.
2) If you want to understand why a Setup Machining time is so long, this feature will QUICKLY show you which operations are taking the majority.
3) If you have a S&F typo (e.g. accidentally drilling at 0.2 IPM instead of 20 IPM) it's a quick way to sanity check WHY you drill operation is taking 47 minutes instead of ~1 minute).
4) We often receive CAM files from customers who want help optimizing their CAM strategies - this would help me understand, similar to #1 and #2 above, what's taking the longest
5) I believe (at the risk of being presumptuous) that this feature should be easy to implement!
Show More
I think its time to implement text along an arc. I've searched and this has been an issue for over 2 years. Come on Fusion team, how hard is it really to make text along an arc. Create text select a radius or circle or arc for it to follow, give a spacing option between the letters than BAM! done. Pretty sad that MasterCam from the 90's can do this but Fusion cant..
Show More
The current implementation of non-indexed 4th axis in CAM is pretty limited:
--it only supports 2d adaptive, pocket & Contour
--it only works on a cylindrical surface.
I'd like to see Autodesk expand its capabilities, to allow the generation of 4th axis toolpaths for shapes that are non-cylindrical and/or asymmetric.
For example, I need to make a part that has a helix that spirals outward. That's a perfect application for a full 4 axis CAM toolpath.
I just checked out the current roadmap & there is no mention of any 4th axis improvements... 😞
Show More
I know its been mentioned a few times here and there but is Fusion360 ever going to see a real option for simultaneous 4th axis? I know there a few tricks that can be done to work around a cylinder and such but I'm talking real live 4th axis. Maybe an option in the 5th axis menu to disable A or B axis? You guys got strong 5th axis toolpaths, I can't imagine it would be that difficult to get 4th to work.
Gets frustrating having to export a file, have to import it into 10 year old cam software to get decent toolpaths knowing that f360 is far advanced yet can't do some multi-axis contour work with a 4th axis
Show More
360 needs to catch up with the rest of the Cam world , by have a Plunge milling feature, it is a proven method of effectively removing large amount of material in roughing & finishing operations. most if not all cam packages offer this feature.
Show More
Hello Autodesk
Would you please consider porting Fusion 360 to Linux?
It's a real pain having to boot into Windows when ever you need to design a part.
You've already done the hard part by supporting Mac, shouldn't be that difficult supporting Linux as well.
Kind Regards
Jacob
Show More
Would it be possible to add a function for dog bone filets, either in the Model or CAM workspace? I used to use another CAM package that allowed you to select different interior corner types when creating a profile cut tool path. I could select "bisect line" then have the tool automatically "push" into an interior corner by a set amount. This would save hours of design time creating these filets manually.
Show More
Please add an option in "select same diameter" to UNCHECK or deselect certain holes! We're running parts with hundreds of holes, but we need to exclude certain holes. Short of changing CAD diameters to 'break' the select-same-diameter functionality, it's very time consuming.
Show More
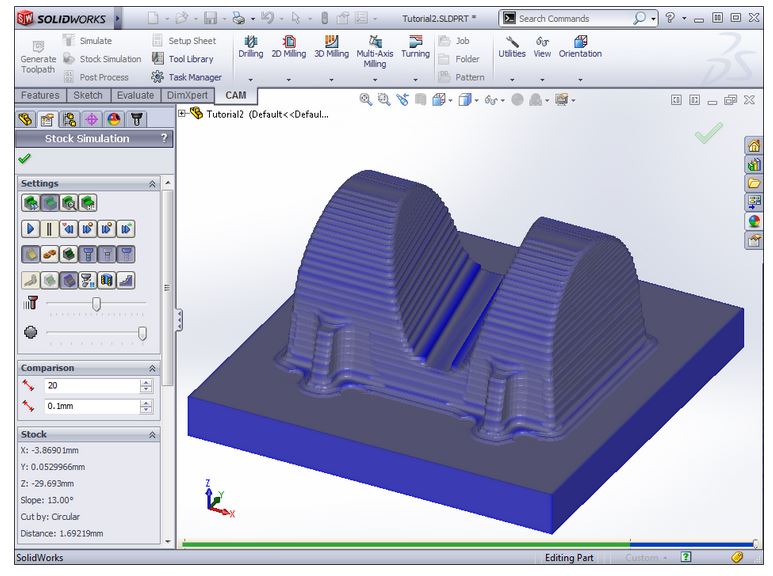
Hey Guys, I work as an application engineer . Till now I have been working with 3 axis with Fusion 360 for benchmark which has been really successful. And now our company has started to focus for Fusion 360 ultimate . And during the training I noticed that the Ultimate software doesn't have simulation with the entire machine like HSMworks , SolidCAM as referred to the image below. Yes the entire machine has to simulate . Especially this will be useful to visualize 4th and 5th axis strategies in the software . Cause the simulation seen in Ultimate especially the 4th axis wrapping strategie's simulation are quite misguiding . Couldn't figure out whether the indexer is rotating or the tool is revolving around the component. Kindly try to bring this in Fusion 360 Ultimate as early as possible . Looking forward for a great update for this feature.
Show More
It would be very helpful if you had the option to fit text to path or wrap it around a curve. I do most of my engraving CAM outside of fusion. Also show a font preview when selecting different fonts. Those two updates would be very helpful. Thanks
Show More
Hi All, the new Eagle integration is very usefull, I like it! The last issue to solve is the Fabrication of the PCB, and one of the quickest and cheapest, way to do it, for hobbists, is Milling. In the actual version, the tracks on the PCB are decals, so no way to use them in the CAM. One IDEA could be to import also the tracks as solid, or at least as sketches, to give the posibility of creating paths to mill them with the fusion CAM module.
Show More
Can we have an option where we can simply select a tool library and share it with another fusion subscriber? It would be useful for not only industry but educational users like myself in a class full of students to train with the same tools. Seems it should be simple enough to share a library off tools if you can share a project. Can you guys make this happen?
Show More
hallo, fusion since last week I am just clicking and clicking working on this architectural model.. together about 20 thousand clicks only just to select contours one by one by 2d contour or 2d engrave please can you URGENTLY add functionality for multiple contour selection? 🙂 many thanks alex
Show More
The CAM colors for the various heights should also be visible in the heights toolbox, for example "Bottom Height" should be dark blue or have a dark blue square/box nearby to more easily determine that it is the same as the blue box around the model.
Thanks!
Show More
Like the title, it would be great to be able to engrave single line fonts. I see it working with the new engrave statergy or trace statergy.
Show More
There needs to be an improvement for naming posted CAM files. Please add an option for the default "Program name or number" to be other than "1001". It does not make sense to have a file name that does not indicate what part it is associated with. I understand that you can type in an alphanumeric name if your post supports that but it is a nuisance task to retype the part name every time you post your program and it is prone to error. I suggest adding a default file name option that would be user defined according to a hierarchy of selected options (or have the option of just using the same name as program number, Oxxxxx, for those who prefer to keep this naming method). This could include Program name, Machine name, Setup name, User name, Operation name, Revision name, etc. Depending on the order that options are selected would determine the default name of the posted nc file instead of "1001". The user then should be able to set a default program number (Oxxxxx) or use a user defined program number from the post process interface. Example Program name: default (programName_machineName_setupName) Program number: default (O0001) Program comment:
Show More
Hi fusion sheet metal team: It would be awesome if the sheet metal tool/rules had a mechanism to automatically insert a bend alignment feature in the flat pattern for manual braking. Right now I unfold after the sheet metal part is designed and add a tangent half circle to the outer edge of each bend. This way when the pattern is cut there's a feature that can be aligned with the die to get the bend in the right location without a lot of tedious measurement: More automation means less human error. Thanks for considering!
Show More
{kind=link}
{kind=link}
Hi I'm just learning the ropes in Fusion. I liked the tool library layout and would like to suggest that the user can draw a custom tool holder to be used in their library. This would be useful for custom boring tools where part clearance becomes an issue in deep hole boring. I noticed that a new "turn tool" button is available.. does this mean lathe is close?
Show More
I would like to request for windows selection in the CAM environment. This would be a nice feature, when one has a lot of open contours and want to process them all with the same tool. If implementing this idea, it would be great to have both window and crossing selection. Something like this with window and crossing selection Maybe this functionality will have to be limited to only selecting one type of object like the Move/Copy command does. I think that would enhance the selection, but I would probably need to be a command as well to do so.
Show More
Currently you can adjust CAM Simulation speed via slider. Some way to set simulation speed to real time would be a very useful feature. Perhaps the slider could have an additional tick mark, or a button could exist.
Show More
Please give us the ability to set default parameters when performing CAM Simulation. I find that often when I fire up Fusion CAM Simulation, I have to go through and set the Toolpath display, click for the Stock to be turned on. Now that I've learned how to change the graphics quality, I'm sure I'm going to have to make those settings each and every time as well. Please let us choose and set the defaults.
Show More
With small diode lasers being more and more common today, it would be helpful if there were a way to raster engrave or have a parallel strategy for clearing larger areas than a simple vector line. Even then, with vector cutting, I have to select Plasma and not laser, and use Mach 3 post processor for plasma to get code. Selecting laser within fusion and posting to Mach3 Mill generates an error and no code is output. I use Fusion 360 for everything, but it pains me to have to use Vectric software to raster an image or text. I'm working with the nice people at Opt Lasers in Poland on a plug and play system for use with CNC RouterParts Plug and Play controller for use with Mach 3.
Show More
On CAM, when you machine a part, is really hard to tell if you went into the part or left a place without finishing. I have used other CAM software that allows you to compare the model with the final machined part.
Show More
{kind=link}
This is an example of a completely useless tooltip - adding the words "specifies the" to the field name doesn't make it helpful. In this case it would be useful to know what the helical ramp diameter is used for and how it affects the cut - how does it relate to the size of the bit? Is there anything else you can tell me about this setting to help me figure out what its useful values might be? I'm not really asking about this particular setting, I'm saying that these are the questions that should be asked about every tooltip to make sure it's helpful.
Show More
When one is parting off, almost every single time, you have to slow down rpm unless you want your part to fly and damage itself, lathe or worse...we have to manually adjust the g-code; then you go and adjust program in fusion and forget to manually adjust g-code again, and BOOM! Bigger the parts, bigger the problems and risks. Just adding an option (when programming part off) to set max rpm when certain diameter is reached, and lathe guys would be jumping in joy. Simple update, but very important. This should ld be implemented from the beginning....
Show More
New tool library Feeds and Speeds Presets to be linked to part material. We could define a material o preset in the setup that would reflect in our feeds and speeds preset selection. Thanks!
Show More
We need the ability to design custom form tools with user defined profiles, such as endmills or step drills/reamers. The system should be able to display the tools form as well as the material removed when simulating. An option for lathe tools would be beneficial as well, such as user designed profile/boring bar with defined angles allowing the tool to be used on both sides of centerline when profiling. Competitor CAM systems have this ability and the lack of these features in Fusion have kept me from converting 100% for my CAM needs thus far
Show More
The Cam simulation command has several options for toolpath and stock. These options are not remembered when you run simulation multiple times. They should be.
entered by @schneik-adsk on behalf of @Anonymous from this thread: http://forums.autodesk.com/t5/computer-aided-machining-cam/saving-default-simulation-settings/m-p/5786139/highlight/false#M3637
Show More
For user with color blindness it is a problem if the colors red and green are used for the simulation. You do not see the error message with the colors red and green.
It would be good to change the colors here, this would help user a lot with color blindness.
Show More
Generating a toolpath (especially in 3D) often results in some small, unwanted toolmoves. In HSMWorks you have an option to trim the toolpath in order to remove this areas from the toolpath. This is much quicker than modifying the parameters several times, hoping the tool moves only where you want it to move. It would be great if this feature find its way into Fusion360. Thanks Andreas
Show More
Different setting apply for cutting in wood and hardwood than the available Material choices in the CAM "Select Tool". Adding wood as an option would be very helpfull to seperate wood tool settings from other materials.
Show More
Is it possible to add a feature that automatically does the dimensioning in the drawing mode? this feature is already in inventor and Autocad. I am not sure if what I said explains what I have in my mind. so if there are any question please ask. This feature will make work so much faster. I hope it is added to fusion fast.
Show More
Create a timeline in the bottom of the cam environment with each operation displayed in a different color. Then enable a color swatch beside each operation in the cam tree to match. This would allow us to quickly visually see which operations take the longest. Make is so selecting the color from the timeline gives the ability to edit the operation.
e-cam.it has a similar layout.
Show More
Please add Y-axis parting to Fusion 360 turning. It would be really nice not to hand edit for each program. Y-axis parting is the future for production! Please vote so we can make this a reality!
Show More
My team and I would like to see a "Tangential Extension Distance" option/box for Parallels and 3D Contours. This simple addition would save us TONS of programming time. The Tangential Extension Distance box is a great feature that allows us to extend the beginning and end of a 2D Contour toolpath in a straight line. \ We would be eternally grateful to the Fusion gods if we had the same ability in both the Parallel and 3D Contour toolpaths! There are currently many workarounds (see below), but they all involve leaving the CAM environment. This is a huge time eater for us and it should not be necessary. Thanks for all your hard work!
Show More
It would be nice to see the ability to make folders in the CAM templates. I love and prefer Autodesk softwares as i use Inventor and Fusion 360 constantly. At my main job we use Gibbscam and as much as I dislike 95% of it they have a strength when it comes to using saved processes. If the Dev Team could integrate being able to add folders to make programming faster and more repeatable as well as organized it would be another strong point in the already amazing software. See Examples below: English Taps > 1/4-20, 5/16-18, . . . . Metric Taps > M10x1.5, M12x1.75, . . . . English Counterbores > 1/2 SHCS, 5/8 SHCS Ø.250 EM > (rough end mill with stock to leave, Finish end mill) Pocketing > Ø.500 EM > " " Ø.750 EM > " " If there were folders you could just expand them with your mouse when you select "Create From Template"
Show More
I would like to see a feature implemented in the CAM simulation environment. The simulation removes material from user defined stock around a model body. Currently remaining material is shown as colored stock, and gouges (model violations) are shown as gray/white areas. The complaint I have is that it is difficult to judge the amount of remaining stock. And it is near impossible to judge the depth of a model violation. The feature I would like is an additional verification option to compare the simulated body to the CAM model. And be able to quantify the deviation between the two. In my previous CAM software, Gibbs CAM, I had an option to define a tolerance band. Stock was blue, model was gray, gouges were red. This worked fine, I would adjust the tolerance value and observe the color changes. I would be happy with a similar capability inside Fusion. However I would suggest an improvement. With the above method ANY stock was blue and ANY gouges were red, still making it difficult to gauge magnitude. I would prefer a user defined color gradient. An example would be, run the simulation, switch to verification mode, pick a value for max scale (say 0.015"), compute the result, gouges could show as warm colors like yellow for a -0.002" undercut or red for a -0.010" gouge then stock could show as cool colors like blue and purple. By having the user define a max scale this eliminates issues like huge amounts of stock skewing the gradient. I don't know exactly how this would be implemented but I think it should be fairly straightforward, have the software iteratively swell or shrink the model within the user defined scale then do a Boolean comparison to determine stock and gouges. I hope that was clear enough, in short I want to see if I forgot to create an operation for any features on the parts I produce. - Jon
Show More
With in fusion 360 there basic knowledge with in 2D milling drilling and turning. I thing should more advvice stuff to add to fusion 360 like Wire-EDM Streamlined CAD/CAM for wire EDM programming. Fully associative wirepaths for basic to advanced 2- and 4-axis work. Router Fully associative CAD/CAM software designed for routers. Complete 2- to 5-axis programming, block drilling, aggregate head support, and more. Fully integrated Gold Partner software that runs directly within AutoCAD. Available for milling, turning, or both combined. Multi TASKING with Mill-Turn and Swiss Maching
Show More
there needs to be a plunge milling toolpath the metal removal rate of some of the plunge mills on the market is ridiculously high and i would like to be able to utilize this using fusion.
Show More
Title says it all! As of now, double clicking with the middle mouse button anywhere does a zoom to fit. It could be useful to have the same effect if you do it in the empty space but if you click on a face, you "Look at" the face. The vue is rotated to get the face normal (parallel) to the screen. I think this could be a useful and probably quite easy to implement for the development team. - Blaise
Show More
Just a small suggestion that would make life a bit easier for some workflows. I have been cutting a number of large parts out of flat 2mm stock lately and the arrow for indicating which side of a sketch you are cutting during a 2D outline operation is getting very annoying. The geometry I'm cutting are all sketch outlines and the stock is about a 900mm square. When selecting the operation geometry it is hard to tell which side of the line the arrow is indicating when zoomed out to see the whole stock (first picture). So when selecting each outline you have to zoom in (second picture) on each part to make sure you are cutting the correct side of the line. I suggest using a different arrow style to make this more readable at different zoom levels (third picture). I apologize for my MS paint graphic skills but I think it describes the style of arrow that would solve this issue. Zoomed Out - hard to read Zoomed In - easier to read Suggested Arrow - easy to read at all zoom levels
Show More
Being able to save CAM simulations as a body would: Allow users to quickly check dimensions of remaining stock and therefore tool path clearance, without modeling the fixture This would be particularly useful for low production volume parts. For example, the clearance of a workstop that protrudes .250 inches from the face of a vise jaw could be checked against the remaining stock after a 2D contour with tabs strategy has been used. Create a quick way to model stock for multiple setup parts Fixturing for the remaining operation(s) could be designed more efficiently. Allow more accurate representations of the final part without extra modeling Features such as fillets and chamfers would be generated based on tooling limitations, and would therefore be more accurate. This could lead to more accurate part drawings in assemblies and renderings.
Show More
All, Would like to submit an idea for a better User Interface for Cam templates. First I want to say that Cam Templates are great !!!... However with that being said "How to Store, Manage and Retrieve them" needs some improvement. Below is a picture of how this possible could be done. Hopefully the "picture and text" will give you a good idea of how it could work. The "Circled Numbers" show the steps that the user would take to "Import" Template(s) they want to use. The "Circled Letters" are brief description/notes to what needs to happen. Also it would be great if we could also do minor editing. At least, Renaming Templates, Deleting Templates from the interface.
Show More
Hi, I would like to be able to organise SETUPs inside CAM by folders... I always have several parts in project and right now I am separating them by name which quickly becomes cluttered... Also duplicating those folders would be great 🙂 Thanks
Show More
Finishing 3D surfaces with a 3-axis machine and a ball end-mill can be challenging. In a single op, you can have the ball engaged near the tip where the SFM is much lower, and other times engaged near the side where it behaves more like a straight endmill -- and anywhere in between. If you run the speeds/feeds calculation for these 2 scenarios, accounting for chip thinning, the spindle-speed and feed-rate can be wildly different for tip cutting vs side cutting, and can result in poor surface finish in some areas. For example, using a 2-flute, .250" ball end mill at 980 sfm with a .002" ipt chip load, and a .020" DOC (axial and radial): When the endmill is parallel to the surface (cutting with the side), I get a 15,000 rpm spindle speed, and 111 ipm feed rate. When the endmill is perpendicular to the surface (cutting with the tip), I get a 27,500 rpm spindle speed, and 204 ipm feed rate. A workaround is to use the "slope" function, or tool path containment to limit how far up a ramp the cutter is allowed to go, but sometimes that results in a noticeable line on the finished part where the 2 ops meet. It would be awesome if Fusion had a way to dynamically change the spindle-speed and feed-rate based on this angle of engagement. For ball-end mills, it should be relatively simple sine function. You could implement this for other endmill geometries also, but the calculation would be more complex. What I'm suggesting is a little different than what was posted here, which was for variable speed based on depth of cut.
Show More
{kind=link}
This has idea has been recently archived, but I feel that the Fusion team should seriously consider making User Parameters available across multiple work environments. This would allow Fusion to become even more fully parametric if this function was available. I have a few instances where the ability to use parameters inside cam would allow me to make a parametric change to my model and immediately get back into CAM and simply regenerate my tool path and get to cutting. Here are two examples. The first example . As you can see there are 3 instances of my pattern, however, sometimes we use 2 or 4 instances. On another product line we range from 2-8 instances. If I could use my User Parameter in the Patten --> Number of Instances box I wouldn't have to go in and change it after I update my model, I could simply regenerate my toolpath and start cutting. The second example, (see PocketDepth picture). I would like to have my tool take two roughing cuts, half of the cut on each cut. I would like to have this formula in my Multiple Depths box. (PocketDepth/2) When we change the Pocket Depth on our model this would automatically update the Adaptive Clearing Max Depth per pass.
Show More
{kind=link}
{kind=link}
There is still a need for 3d > 2d unfolding to create flat patterns. I have tried to create a low polygon model in Fusion 360, export it as .obj, import it into Mesh Mixer, and "unwrap" to create patterns. The workflow and results are a nightmare! The Mesh Mixer UI is clunky -- I would much prefer to remain within the Fusion 360 workspace where I can easily view, move, and transform objects. I realize that unfolding high-polygon objects or flexible materials such as steel have numerous issues. This is not what I am talking about. What I want is the ability to translate a low polygon model with well-defined, flat, rigid faces into a perfectly flat pattern with negligible material dimension (i.e., paper) - like a .pdf or .dxf file that contains two things only: cut lines and fold lines. I don't necessarily care about the location of the cut lines (versus fold lines), although it would be great to be able to specify my cut lines using the "crease" tool in Fusion 360. SketchUp has a passable unfolding extension, but I would prefer to stay within the AutoCad world of products. Help!
Show More
Hi, if you are in model workspace you can use user defined parameters e.g. for sketch dimensions, dimensions of objects etc.. This is very comfortable. But unfortunately parameters are not available in the CAM workspace. Even if I create parameters in the model workspace I cannot access them in the CAM workspace e.g. inside toolpath settings. Lets say I have 8 toolpath. 4 with Lead-In radius 4mm and 4 with Lead-In radius 6mm. If I later want to change the 4mm to 10mm I have to to it 4 times - for each of the 1st 4 toolpath one time - this is really time consuming. Better would be to use the parameters. Then I can just change the parameter and all toolpath that use this parameter will update. BTW: I know the 'multi-edit' feature where I can edit multiple toolpath at once, but this sheet is very big und uncomfortable to use. I would prefer parameters for CAM as well. Thanks!
Show More
CAM mode should let you make modifications (with design history) to your Design model that are just for CAM. The most common modification I need to make is to suppress chamfers, fillets, and "unmodel" (suppress) large threads. Often I want all these details fully modeled in Design mode (and Animations, Renderings, and Drawings), but I want the CAM to take care of it when making toolpaths. Modeled threads especially mess with the CAM toolpaths. This could be analogous to the Simplify mode of Simulations, where you get a parametric design history modification of your Design assembly for simulation.
Show More
After speaking with a few users at AU this year I wanted to post up this idea about tool search for CAM.
Almost all of my tools in my library are named a certain way. For eg: a 1/2" dia 3 Flute 1.25" flute length tool would be labeled as .50_3F_1.25FL.
The process of selecting a tool is a lengthy one. Starting a tool operation, then selecting SELECT then searching the library for your tool (or clicking on the search window at the top).
It would be nice to have a search window right next to the SELECT window as I've photoshop'd here in the image attached. This would allow less clicks, and a faster way to select your tool.
Clicking in the search window and starting to type a tool name would also bring a dropdown of similar named tools:
Show More
Hi, I would love to be able to engrave with a ball mill. The current engrave function requires a chamfer mill, and gives nice corners, but the trough of the engraving requires a perfect point on the chamfer mill, which is cutting with little to no surface speed. It would be great if the was the option to select text the same way as you currently do when using the engrave tool path, however if you select to use a small ball mill, if the tool path generated behaved similar to a slot, ie place the ball mill in the middle of the text and trace a single path down the centre of the text. This would be such a handy feature to have, as the current work around of creating single line fonts to then use the trace tool path is much more time consuming. Thanks for considering this. Cheers Chris
Show More
Please consider adding a drag knife to the tool library and adding tool paths specific to using a drag knife. Please include tool axis offset (distance the tip of the knife is offset from the axis of the spindle) a definable angle between two vectors that should be considered a corner a setting to partially retract the blade tip to allow the knife to pivot/swivel at a corner before plunging back to the full depth of the material feed rate multiple passes for thicker materials It should that the ability to define cuts of A/B parts of an inlay without using a loop move so that there is no material waste. Also please see suggestions HERE Thank you!!
Show More
What I would REALLY, REALLY, REALLY like to see for Fusion is a "send feedback" button. When you press this button it will: - take a screen shot - allow you to enter a description of the issue you are having - allow you to include other pictures and files if needed - allow you to fill in an email address or other contact information - provide a check box for whether you want to be notified of updates regarding the issue (including a ticket number and status changes) - send all of the above information along with the current and all referenced design files directly to Fusion support The forum is great, especially when you can share files publicly. But it does take significantly more work than a simple feedback button would. C|
Show More
It would be nice if one could create setups (stock setups) using scripts or AddIns. Currently it is only possible to examine what has been manually created, and there are not many methods for doing so. This would be a huge timesaver if one often is using setups with the same settings.
Show More
The "Form Tool" option from HSMexpress to support custom tool profiles; like tread mills, or other odd shape mills. This would be a great benefit to make building a tool library. It can be confusing how to enter tools, especially for new users and those that are new to CAM in general.
Show More
It would very very helpful if there was an easy to use(and efficient) Integrated Nesting utility for arranging parts for CAM in Fusion 360. There are currently some add-ins for Fusion that do this but they are limited and not efficient. There are also Autodesk programs that do this such as TruNest or the Nesting Utility in Inventor but those are more complex and would require more time and skill to learn. Something that offers simple options(such as stock size, part spacing, etc.) but a robust algorithm(for efficiency) would be very helpful.
Show More
Good day everyone! I would like to request a new function for placing tolerance based dimensions in our 3D Models. I am hoping this option will give me the possibility to easily check tolerance stacks, give me a better workflow since I won't have to go back and forth between drawing and model when designing the tolerances and an option to easily send models for CNC milling without manually having to change dimension to the median of the tolerance. This idea is mostly based on the Inventor model tolerances. Of course adding a tolerance to your 3D model might be achieved in many ways but I would like to illustrate one: I feel like Model-tolerances might be relatively easily added by having some extra columns in the Parameters menu for the upper and lower tolerance, plus the current preview per dimension. I'm hoping the following mock-up will illustrate what I have in mind: Most of the time you would not want to add any tolerances so simply leaving the options blanc would be fine. Or you might even choose to hide the tolerance options all together. Some other changes would be nice to easily work with this new functionality: I would like to quickly name parameters to find them back easily in the parameters menu. (Also see this and this idea) This might even be expanded to the possibility for typing the tolerance behind the value. For example: "100 +- 0,50 mm" or "100 +0,7 -0,2mm" or "100mm h7". I would like to be able to place these in sketches and features. Being able to use the interference check for maximum and minimum tolerances to quickly prevent simple fitting error. Of course it would be fantastic if then the drawing environment would be able to extract this data and use it when dimensions are being placed. In the CAM-workspace i would like to be able to choose the current modelview to be on the Median value (or lower/upper). The same counts for exporting files to the 3D printer or as STEP-files. (As in most cases I would not actually mill the components myself) Although tolerance inspections can go much further than the above solution I think it would fit Fusion to keep it simple in use and easy to learn. The above is just one solution but the main idea is that i would like some way to add and work with tolerances in my 3D model.
Show More
Now that there are sheet metal features adding in a CAM option for CNC Punch machines would be a great compliment to the existing cutting options.
Show More
There are a couple things that would be kind of nice for some stuff in the CAM section. Looking to have a radius option on the face mill and pretty much all the other tools (for the most part) would be kind of cool. Still waiting for a custom tool interface for custom profile tools. I know it's not super necessary, but it would be nice for a couple things we do here. A slotting/slitting saw option would also be kind of nice. Right now I use the Key seat cutter and it does an ok job. But the slotting saw has a bolt and washer on the bottom side that protrude about 3/16" from the bottom of the saw and it would be nice to be able to account for that so I can check clearances in the simulator. Not super necessary, but would be nice.
Show More
It would be nice if we have optional Select Chain during Project Edges, we don't have to select edge one by one to get tangential edges. Sometimes when I created CAM operational I uses sketches to get toolpath that I want. Usually I just convert edges to get the sketches. I proposed two things, The first one is added optional select chain, and the second one is ability to extend the line after I created projected the lines. Here is example what we do.
Show More
Hi! The options to CAM module seems very much limited. I had heard that phase 2 of CAM API was scheduled for release in late 2016. For example, I want to modify existing tool paths into new ones. Thanks in advance. Regards, SATWIK PRIYADARSHI
Show More
An APPLY button when configuring CAM operations would make altering settings much more efficient. For example, if your are altering tool step over or number of finishing cuts it would be better to click APPLY to see the results and not OK and then have to reopen the operation to re-edit.
Show More
A quick CAM idea that would be very useful. How about being able to visually manipulate/tweak the CAM toolpaths with your mouse (after the CAM paths have been generated with the editor)? In the same way that you can Push/Pull and extrusion with your mouse, using the Push/Pull arrows, it would be great to fine-tune the toolpaths in CAM by right-clicking your mouse to make the adjustment. The changes can be made visually or a simpler dialog box (similar to what is appearing in CAM edit already, but simpler), would allow for numerical changes. Just right-click on the toolpath and a simpler dialog box would appear to change standard settings I think this would be great for: - tweaking individual lead-in and lead-out paths/arcs/lengths - which would allow for more 'creative' fixturing, or if you are simply trying to avoid hitting a fastener. - Adjusting feeds in certain toolpath zones - applying bezier handles to toolpaths for more accurate tweaking - especially useful for defining where the tool enters and exits the path - allow for tighter nesting of parts Just a suggestion - not sure if this was discussed before. The idea came up when struggling to 3D Contour organic surfaces that intersected with geometric ones, and wishing I could just move a couple of the paths with my mouse. This would be designed to help tweak the toolpath after it's been generated. Thanks, Dave
Show More
It would be great if we could model a 3-axis mill spindle and be able to attach it to the tools in the tool library so we can check for clearance issues when running simulation. But not make it like the "add a new holder" option but to be able to create the spindle completely as a model then create coordinate system at which the tool holder would align itself to the axis defined an then open said model in the library. We can name the coordinate system a specific name so the program knows to attach it so when there's multiple coords it wont get confused. I prefer adding my mill table with vises and OTC into the CAM so i know nothing will hit.
Show More
I've seen this error a few times where the CAM operations don't produce any tool paths. Usually it's something simple and I can spot the problem, but sometimes I'm completely stumpped and have to try a different operation even though I know that the original operation should be able to do what I need. To be polite the CAM errors and warnings are not very descriptive.
Show More
It would be extremely useful for a stock comparison mode, (which exists in HSMWorks). In stock comparison mode, the stock would be colored according to the amount of material left in relation to the model. The stock will be colored gray where the stock and model coincide. Red indicates that stock has been removed from the model which for instance happens when you are using negative stock to leave.
Show More
{kind=link}
Come on guys, yall are better than this. I LOVE fusion 360, and this issue is making that difficult. It is ridiculous that the boring bars are still screwed up. I.D. boring ops are frequently delicate, and have very limited clearances on retracts. Not being able to properly model and simulate a boring bar defeats the purpose of using a CAM package. Its not hard to write some G-code or modify some g-code, or whatever to get a boring op to work. The whole point of CAM is to prevent human error, and all the current autodesk suggested solutions to this problem only introduce the potential for human error. The lack of proper boring tools in the Lathe CAM is absurd and devalues this software tremendously. I've reviewed other posts and see that this problem has been pervasive for years and loads of people are really frustrated. Either fix the problem, or explain why your software is not capable of doing what every other CAM package does from day one.
Show More
{kind=link}
I can do this in InventorHSM. Having a section view of a part in CAM allows me to select internal features on turned parts much easier, especially when you have a narrow groove inside a small ID. (We make fairly small parts).
Show More
It would be a grate addition to start using and making form tools for the turning side of fusion like we can in milling now, so would be nice to turning getting some long lost love and improvements. like to see it added to ID and OD turning operations, for Rough and Finish operations. sure there are other useful areas too like grooving etc this would open up a whole new world for turning as not everything can be machined with ISO shape tooling
Show More
Plunge rough milling - this really is missing from the manufacturing tool box
Show More
Before Fusion came out, when I used HSMWorks in Solidworks there as a feature that showed what parts weren't machined by the tool operation. It color highlighted the areas where the tool geometry couldn't get, such as sharp inside corners. Can we get the option to compare our stock after machining operations with model?
Show More
Please either add "V Bits" or use more clear verbage regarding this tool in the Tool Management library, so that we may clearly add our V Carve bits with minimal confusion.
Show More
Hello Since I mainly work on wood I want a library with woodworking tools with the corresponding cutting speeds and metric dimensions. Manfred
Show More
3D Printing in full Color is becoming the new normal for 3D Printing. Fusion 360 does a fantastic job of over laying texture maps on a models, much better than other programs like Netfab, Maya, Mudbox, etc. Why this is important to me? I have a full color 3D printer, I can easily design or import files with texture maps in fusion but I can not directly 3D print. I have some very time consuming method to help work-arounds but that cost me lots of time (money). Time is the biggest factor in making or breaking a 3D Printing business. Why is this important to Autodesk? Fusion 360 is the easiest overall Cad program I have used hands down. Maya is great for what is does but is so complex for average user and Mubbox is ok but again its cost time to work in two programs and if you dont use it regually it takes to long to remember. Its seems Fusion 360 is entering into the very competive market of CNC machining. Granted.. it's a good program but convincing CNC users to switch from their established programs cost lots of time (money) for Autodesk. It would seem adventagest Autodesk to be the leader the next revolution in manufacturing (Additive /3D Printing). Tomorrow engineers are today working in 3D pinting plastics (mainly), a few lucky ones are using metal 3D Printers. The industry predictions are that Hybrid 3D Printing/CNC machine centers will over take all 3D printing and standard CNC machining. The people who will influence in what software will run these hybrid machines will be the engineers that are running todays 3D software. My point..... focusing on a software that is geared toward todays 3D Printing engineer is more valuable to Autodesk than trying to convert the establish CNC code dinasours. While adding Texture mapping isnt going to solve the CNC issue in the short term, it will help keep tommorows engineers forcused on one application, which save time (money).
Show More
Hi, one feature i think would be a great asset would be the possibility to sweep a solid body and use it as a cutter like when you're milling with pencil command and such. Lots of times when designing a surface or so you want to see what kind of tool would give what kind of corner to decide surrounding geometry.
I added a screencast to show what i'm after, this is a cam simulation but it shows what i'm looking for.
Show More
Right now on an endmill you can specifiy a coner radius, I want to be able to specifiy a corner chamfer for tools like this:
Show More
I work with lots of different materials. I love that Fusion allows you to assign material types to models but why doesn't this carry over to he cam features?
First off it's useful to see in your setup sheet what type of material is needed as well as in the post file. Not just the stock size. I have used the dump post and seen that there is no variabel related to stock material.
Also not all materials are machined with the same speeds and feeds. It would be awesome if the preset machining operations anticipated your speeds and feeds based on the material type and previous instances that material has been machined with this tool. I realize that's a lot to ask for but maybe something to consider in the future.
Past that I love what has been done so far. Keep the great features coming.
Show More
Hello I moved from another well known CAM vendor (awful) so very happy with you guys. I do miss being able to create 4th axis toolpaths via the CAM. RIght now doing them manually. Please can we get this on the radar for inclusion at some point for the milling cam toolpaths. Awesome product, awesome subscription model. Lets keep this going. Thanks Laurence Oberman
Show More
I am currently preparing for a personal project, which involves a firearm bolt body and bolt head. The bolt body has an internal thread of .4175" x 20 TPI. Here's where things get tricky, the bolt head has an external thread matching, but the threads will need to be timed in away to start at a specific position. Looking to have the ability to create either a start position for threadmilling or the ability to set an angular start position (which would be better).
Show More
I propose an option to right-click on a Setup, choose "Machining Time" and show a list of each operation within the setup and its machining time. This detail is very useful when looking for ways to optimize CAM or simply FIX a mistake (e.g. you have a feedrate at 2 IPM instead of 20 in a drill op).
Show More
At Autodesk's Pier 9 Workshop, we have a Fusion 360 tool library for all our CNC machines, which includes each tool's length, feeds and speeds, and much more. However, there's nowhere to specify Optimal Load, which is a critical parameter in commonly-used HSM toolpaths like Adaptive Clearing. The default setting of 40% of the tool diameter is WAY too aggressive even for the Haas VF2, so unless a user has specifically been told to change the default Optimal Load, they're going to end up breaking tools or even throwing parts. For this reason, it would be useful if Optimal Load were a setting that could be specified for each tool in a tool library, the same way spindle speed, cutting feedrate, and other parameters are specified.
Show More
Create the ability to put Setups within Folders, So you may have multiple operations, with multiple setups. In a Real manufacturing environment having One setup doesn't cut it. Especially when you have Multiple components in one File like Fusion is Pushing to do. Without This, The Cam work space becomes a mess and total waste of time, the current system works for one component but it does not for multiple.
Show More
Please add the following features to the text in sketching 1) make them objects that can use and retain user parameters. The current implementation allows you to use parameters, but only by value. 2) Don't change the text size if the user manually specifies it. Endless loops seem to be created while working around the absence of feature request #4. 3) When dimensions and points are added to text box, allow those constraints to be retained after editing text size, font, value, etc. Currently points that are put on a text box will loose reference to that text box on editing the text. 4) Allow users to create, in addition to the horizontal tex: a) Word Wrapped Text b) Text along an arc c) Text along a path (bonus points for this one) 5) Improve user ability to select text that has been extruded while using the CAM Engrave operation. Selecting all the contour lines of the text can become very tedious and performance degradation occurs when selecting many of these text contours.
Show More
In CAM it would be incredibly useful for people to be able to have a larger template, such as the machine table and vises, that they can load in when they start a new design. Currently you have to go into the template file that we have, save as, then start working. The problem with that is that if you forget to do save as then you have to waste time downstream to go back to a previous version when you start a new program. Within these templates you could have setups predefined with fixtures and offsets ready to just drop a model into and then you're off and programming.
Show More
In HSMWorks, you can drag and drop a tool from one operation to another, and have the toolpath updated to use the new tool. It's incredibly handy, and it's absence in Fusion made re-assigning and cleaning up my tool library fairly painful.
I'd love to see this added to fusion, and think users would greatly appreciate it.
In addition, a thing that isn't possible in either, but i'd love to see.. The Tool Library does a great job of presenting an overview of tools and the operations which use them. It'd be awesome if we could drag and drop operations within that UI to reassign the tool being used.
Show More
I think it would be awesome to be able to sketch in the cam work space for defining boundary's rather than having to go back to design...
Show More
I am pretty sure that this feature is not on fusion 360. My idea is to allow users to work on more than one item at a time if the user as more that one display. For example - if a user has 3 displays, and they are making an f1 car. They could be working on the front wings on one display, rear wings on another and the main body on the third display.
Show More
Add the ability to chamfer with tthe partoff tool. If a chamfer exist use it or allow user to set the chamfer amount. Similar to how it is done in milling where you can specify a chamfer or follow one already modeled.
Show More
Hi Fusion. Gotta say F360 is brillant, best thing since sliced bread I use it with a DIY 3 axis cnc table that works both as router and as a plasma table. Designed using Fusion When I used Fusion for plasma cutting I have a problem with cutting sharp angles. The issue is that the plasma jet (and I assume water jet) has a lag of about 15 degrees. so when you take a sharp 90 degree turn it take a while for the jet to catch up. This leads to a under cut, negative rake. So when viewed side on the cut is not 90 degree to the Z plane but at an angle of about 75 degrees The solution appears to be instead of going round the corner you over shoot, then come back at 45 degrees and then start the next edge. See the red line in the image below. By overshooting the corner and then have a new lead in allows the jet time to catch up The corners look sharp when looking at the Z plane. But when looking at the X or Y plane a distinct angle is visible Happy to wait since I generally only cut 3mm steel and its not to noticeable Keep up the great work Andy
Show More
Hello to all, I guess what ianmacleanllc and other users have been asking for is a part-off with chamfer. The part off tool moves to position 1 in axe Z in rapid passe the end of the part by a X distance(that we input). The tool moves down in feed to below the extension of the chamfer + by minimum of the distance of the corner radius of the part-off tool. The tool retracts in rapid to the top approach. The tools moves in rapid in Z only to the extension to start to form the chamfer. The tool follows the chamfer in feed to the end of the chamfer. The tools then parts off the part by going down passe the center of the part by minimum distance of the corner radius of the part off tool. The tools moves back up in X in rapid. Then the tool moves to the XZ approach point.
Show More
Of course most of my bits are from Amana tool and it would be a great help to already have this in the tool library. I know you can add your own tool dimensions but it would be nice to have the companies exact tool dimensions.
Show More
I have created a handful of BT30 toolholders to assess tool collisions when machining parts. I noticed that Tormach and Maritool have made their products part of the standard Fusion library and would like to invite other manufacturers such as Command, Techniks, Sandvik, Mistsubishi, Lyndex-Nikken, YG and Richmill to offer up their models for public use. In the event the manufactures are unwilling or unable to add their models, I propose that users be able to share their private stash of holders with everyone else to reduce the effort required to incorporate new tools into one's process.
Show More
As I learn to use Fusion better, my CAM is evolving. I would like to see an easy way to not only open a CAM template, but to make changes and overwrite the old template.
Show More
When parts need updating (are out of sync) this shows nicely in the Model environment with a little triangle. If however you are working in the Manufacturing (CAM) environment you'll have no idea!! There is no triangle. This can and does cause problems. I've machined parts that are out of date. Would be great to add the warning triange/update feature to Manufacturing. Thanks.
Show More
it's as simple as the headline. Please add the option "Keep tool down" to the circular toolpath, as the tool will lift each time multiple depths are used.
Show More
Categories
-
2D-3D Sketch
1 -
A360
1 -
Administration
1 -
Animation
89 -
Applications
8 -
Architecture
1 -
Autodesk Proposed
1 -
Browser
207 -
CAM
1,262 -
dashboard
282 -
Documentation
2 -
Drawings
1,213 -
General
2,419 -
Install
111 -
Integrations
5 -
learning
197 -
Mobile
94 -
Model
2,932 -
Patch
386 -
Print View
1 -
Project Management
4 -
Relationships
3 -
Reporting
1 -
Revision Control
1 -
Sculpt
442 -
Sheet Metal
133 -
Simulation
401 -
sketch
1,707 -
Tool Library
1 -
Translation
153 -
UI
4 -
User Interface
3,336 -
User management
1 -
Visualization
748 -
Workflow
16 -
Workflows
2
- « Previous
- Next »
