


Adaptive toolpath problem..
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
Hello,
I have an issue and I can't get my head over it.... I have the same operation, with litterally the same settings in both operations. One is from version 77 .. the other is .. well now at version 999999.
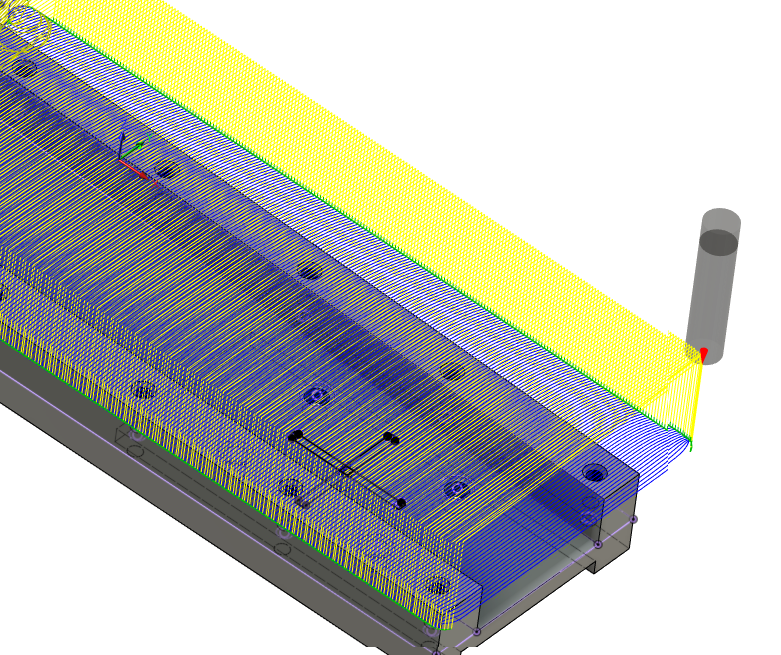
The one picture with the straight lines, is the toolpath I want. In the first product it milled fast and perfect.. But now somehow i reopened the file and the toolpath changed to the rounded toolpath and I can't get it back. Unless I go back to version 77. But as many many other parameters are changed.. I can't go back. I have tried everything.. From reopening, resetting the lines, copying the operation to the "newer file" selecting the same lines, changing stay down level, minimum radius, entry points.. Nothing helps. Basically the toolpath from the rounded one doesnt change at all.
What can I do? Because the material in the middle will be bad for my cutter and as there is many many features to be milled.. Must be something easy right? ... But even when I made an exact copy of the operation (copy / paste) it doesnt give me the right toolpaths back...
{kind=link}
{kind=link}