Community
Fusion Manufacture
Talk shop with the Fusion (formerly Fusion 360) Manufacture Community. Share tool strategies, tips, get advice and solve problems together with the best minds in the industry.
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Reply
Topic Options
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Printer Friendly Page
Message 1 of 16
06-21-2015
04:04 PM
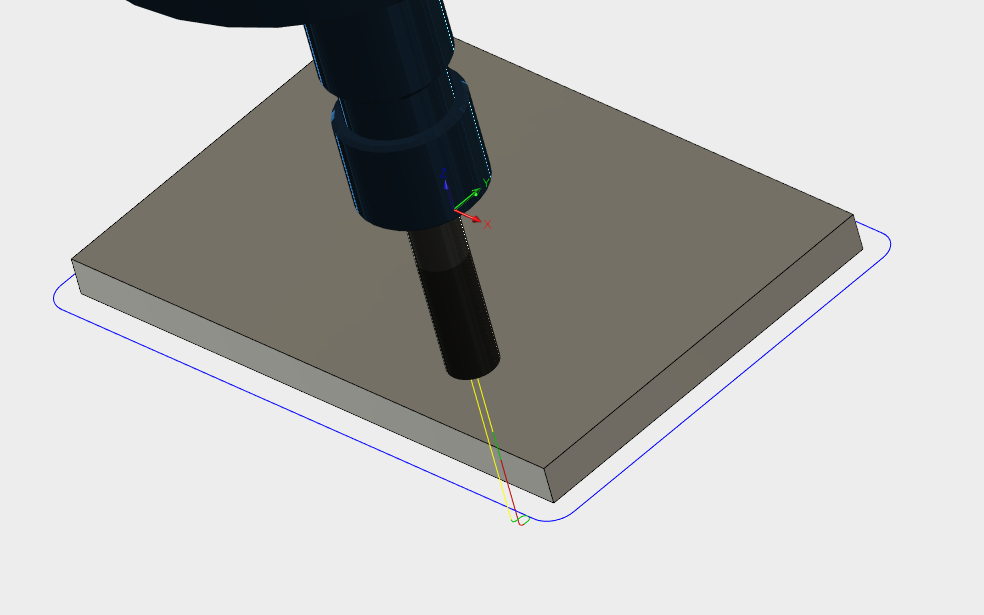
Hello everyone. I'm just getting started with the CAM portion of 360 and I think I figured most things out. However, I'm trying to make simple contour path to cut out a rectangle and I'm struggling to set set the start position for the tool. I would expect the tool to start at the orgin, but during the simultation, for whatever reason, the tool is starting in a completely different location - the farthest Y axis corner of the rectangle. See the picture:

By using OpenSCAM I've been able to verify the gcode does in fact start the machine at the origin, and then moves the tool to the "starting point" as simulated within 360 (top left corner for me). The problem is the tool moves to the "starting location" at some height that I have not specified, then rapids to the clearance height (upwards), then plunges to the correct first path depth. Based on the gcode, it looks like 360 is sending the tool to the "start location" without adjusting the z height, then once the tool is at the "start location", it rapids to the "clearance height" (up to 0.125 in my case), then plunges as one expects to the first cut depth (~-0.05). The initial couple gcode lines are there:
%
(1)
(T1 D=0.125 CR=0 - ZMIN=-0.26 - flat end mill)
G90 G94
G17
G20
G28 G91 Z0
G90
(Contour - Outline)
M9
T1 M6
S16542 M3
G54
M9
G0 X0 Y5.5625
Z0.125
G1 Z0.0894 F22
Z-0.0433 F10
X8.5 F22
I cannot seem to set the "start location", but 360 is clearly assuming it starts at the origin despite what the simulation shows, I'm baffled at what height 360 believes is the initial height. I guess what ever the machine is initialized with? But then all future movements are likely fundamentally broken.
I'm struggling to understand why 360 would move the machine in a significant direction (Y in my case) without adjusting the z axis and then once at the "start location", rapids up to the clearance height. I would expect 360 to rapid to the clearance height before any movements.
So, is there anyway to:
1) Tell 360 where to start the machine?
2) Tell 360 to set the z distance before moving?
3) Get the simulation to show the actual machine movements prior to being at the "start location"?
Looking for some sage advice on what I'm missing?
Thanks.
-Tom
--
Professional PowerPoint Jockey...
Professional PowerPoint Jockey...
Solved! Go to Solution.
Solved by jeff.walters. Go to Solution.
15 REPLIES 15
Message 2 of 16
06-22-2015
08:41 AM
At the bottom of the linking tab there is an Entry position option. If you select the Entry position option and the a corner or point on your part the tool will start as close to that exact point that the lead-m and cornering options will allow.
Jeff Walters
Senior Support Engineer, CAM
Senior Support Engineer, CAM
Message 3 of 16
06-22-2015
03:23 PM
Awesome - exactly what I was looking for. Thanks!
--
Professional PowerPoint Jockey...
Professional PowerPoint Jockey...
Message 4 of 16
06-22-2015
03:39 PM
Jeff - now that I set the entry point, I get this funny "hook" during the second pass. The tool enters the initial corner at the end of the first pass, goes past the starting point, then rapids up to the clearance hieght, goes back to the start point, and then plunges to the second depth. It *only* happens for the first pass - all the rest of the depth passes round the corner without the vertical movement. Any suggestions?

-Tom
--
Professional PowerPoint Jockey...
Professional PowerPoint Jockey...
Message 5 of 16
06-23-2015
06:14 AM
I have tried to reproduce this and haven’t been able to. Can you export your part as a .f3d and send it to cam.support@autodesk so I can take a look at your settings.
Jeff Walters
Senior Support Engineer, CAM
Senior Support Engineer, CAM
Message 6 of 16
06-23-2015
02:58 PM
Hi Jeff. Maybe I'm not doing it properly, but it says "Local Export is not supported right now for distributed designs". Which is very interesting, because I absolutely have exported this design before the upgrade this past weekend. Or at least I'm nearly certain I used export; it may have been some variant of save as. Perhaps I can just share it with you or whoever needs to see it?
-Tom
--
Professional PowerPoint Jockey...
Professional PowerPoint Jockey...
Message 7 of 16
06-24-2015
07:20 AM
You can share it with jeff.walters@autodesk.com
Jeff Walters
Senior Support Engineer, CAM
Senior Support Engineer, CAM
Message 8 of 16
06-24-2015
03:48 PM
Jeff - maybe I'm just clueless, but the "share" menu does not let me share with a specific person. So I added you to my "people".
That said, I have a much more pressing problem which has fouled up my first real job.
Below is the output I get from the post processor. Note the machine is instructed to return to Z0 on the 4th line, then the spindle is turned on, then the machine is moved to a new horizontal location. This created a fine groove across the top of my material since the matrial is not perfectly flat.
How I can I get the machine to move to the starting location without setting the location to Z0? Again, this movement is *not* recorded in the simulator and I blindly trusted the gcode without closely analyzing.
%
(1001)
(T1 D=0.125 CR=0 - ZMIN=-0.26 - flat end mill)
G90 G94
G17
G20
G28 G91 Z0 <-- Move to Z0
G90
(Top Panel Outline)
M9
T1 M6
S16542 M3 <-- Spindle turned on
G54
M9 (<-- why turn the coolant off again?)
G0 X0 Y-0.0625 <-- Move to new location, generating groove across material
Z0.125 <-- Move UP to clearance height, after making the groove
G1 Z0.0894 F22 <-- Move to "safe distance"; I don't know why
Z-0.05 F10 <-- plunge to first cut depth
X8.5 F22 <-- make first cut
Is this due to my chosen post processor? Or is there a way to suppress z movement until the machine is at the start location?
Thanks for all the help!
-Tom
--
Professional PowerPoint Jockey...
Professional PowerPoint Jockey...
Message 9 of 16
06-24-2015
05:33 PM
Just to close the loop on this one, I found the grbl post processor and it is indeed putting the Z0 into the nc file before moving to the required location. After some more digging, I'm not the only one who experienced this:
http://www.restrictedayerspace.net/cnc/autodesk-fusion-360-cam-post-processor-for-shapeoko/
He sets the Z distance to 15mm instead of the clearance height as I would expect, but it's better than 0. I probably hack it to set to clearance height if I can figure out how.
-Tom
--
Professional PowerPoint Jockey...
Professional PowerPoint Jockey...
Message 10 of 16
06-25-2015
03:21 AM
The G28 code before the Z0 should make the control use machine coordinates so it should go to the machine home point. It sounds like either your machine doesn't use G28 or you have not homed your machine.
Mark.
Mark Hughes
Owner, Hughes Tooling
Did you find this post helpful? Feel free to Like this post.
Did your question get successfully answered? Then click on the ACCEPT SOLUTION button.
Message 11 of 16
05-13-2017
11:24 AM
Hi!
I have the same problems.
1.
It does not really matter if I set the origin, the path will start from somewhere at the entry point.

Logically I want to set a point as start point which I know surely. So I select the left botom of the stocks surface.

The tool is in the right position on the picture above, but it is so long there the dialog is open .

If I hit OK the tool goes always somewhere to the entry point (it could be different if the path is re-generated with the same settings). - NOK
You can see that from the code:

It is surely not OK because I set the minimum position of the X and Y axles as startpoint and it goes to negative.
Workaround: Try to find an entry point which you can accurate find on the stock. Sadly it is far away from an exact machining.
2.
The beginning of the code has always a critical failure.
Here is this examle:

Go to the firs point and apply the clearance. Totaly makes no sence. Probably it will damage the tool.
Workaround: insert the lane with clearance before the positioning manually.
I do not expert such a silly failure from a professional SW like Fusion 360, but I already watched all of the awailable (I guess) tutorials and I have not found the solution.
Hopefully I made something wrong. 😉
How is it possible to set up a milling like that correcly?
Please help!
Thank you in advance!
Message 13 of 16
08-18-2019
01:47 AM
This is still a huge problem. Both on Mach4 and Hass post-processor.
Steps to reproduce:
- Create block 20x20x100mm
- In setup, set stock size to 20x20x102mm
- Create Adaptive, accept defaults.
It will result in dangerous movement at Z0.0 across the whole part.



{kind=link}
{kind=link}
Message 15 of 16
08-18-2019
04:20 AM
This really shouldn't be a problem for any commercial machines or Mach as long as you have limit switches and home your machine. All the posts I looked at output a G28 or G53 code to move the Z to the machine home. Machines with tool changers will have retracted the tool automatically so will be retracted as well.
Here's some info on G28
Mark
Mark Hughes
Owner, Hughes Tooling
Did you find this post helpful? Feel free to Like this post.
Did your question get successfully answered? Then click on the ACCEPT SOLUTION button.
Reply
Topic Options
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Printer Friendly Page
Forums Links
Can't find what you're looking for? Ask the community or share your knowledge.
Post to forums
