


- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
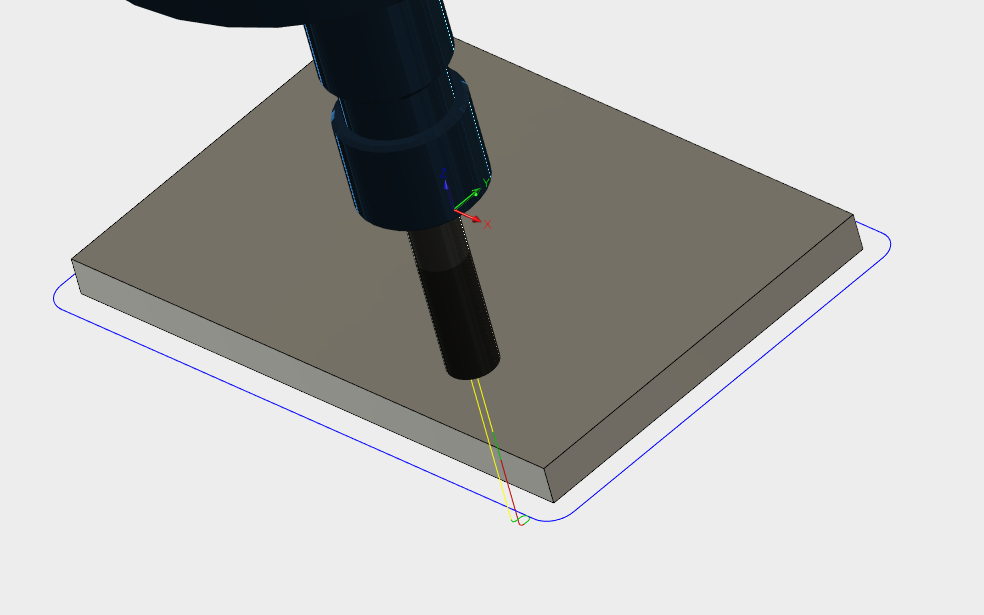
Hello everyone. I'm just getting started with the CAM portion of 360 and I think I figured most things out. However, I'm trying to make simple contour path to cut out a rectangle and I'm struggling to set set the start position for the tool. I would expect the tool to start at the orgin, but during the simultation, for whatever reason, the tool is starting in a completely different location - the farthest Y axis corner of the rectangle. See the picture:

By using OpenSCAM I've been able to verify the gcode does in fact start the machine at the origin, and then moves the tool to the "starting point" as simulated within 360 (top left corner for me). The problem is the tool moves to the "starting location" at some height that I have not specified, then rapids to the clearance height (upwards), then plunges to the correct first path depth. Based on the gcode, it looks like 360 is sending the tool to the "start location" without adjusting the z height, then once the tool is at the "start location", it rapids to the "clearance height" (up to 0.125 in my case), then plunges as one expects to the first cut depth (~-0.05). The initial couple gcode lines are there:
%
(1)
(T1 D=0.125 CR=0 - ZMIN=-0.26 - flat end mill)
G90 G94
G17
G20
G28 G91 Z0
G90
(Contour - Outline)
M9
T1 M6
S16542 M3
G54
M9
G0 X0 Y5.5625
Z0.125
G1 Z0.0894 F22
Z-0.0433 F10
X8.5 F22
I cannot seem to set the "start location", but 360 is clearly assuming it starts at the origin despite what the simulation shows, I'm baffled at what height 360 believes is the initial height. I guess what ever the machine is initialized with? But then all future movements are likely fundamentally broken.
I'm struggling to understand why 360 would move the machine in a significant direction (Y in my case) without adjusting the z axis and then once at the "start location", rapids up to the clearance height. I would expect 360 to rapid to the clearance height before any movements.
So, is there anyway to:
1) Tell 360 where to start the machine?
2) Tell 360 to set the z distance before moving?
3) Get the simulation to show the actual machine movements prior to being at the "start location"?
Looking for some sage advice on what I'm missing?
Thanks.
-Tom
Professional PowerPoint Jockey...
Solved! Go to Solution.









{kind=link}
{kind=link}