


Hello everyone,
I have a question or problem again.
It's about the tool breakage control for a Datron.
Unfortunately, nothing is stored in the PP, and if I store the following command, it checks the breakage of every tool or outputs it incorrectly.
case COMMAND_BREAK_CONTROL:
writeBlock("Wzkontr 0, 1, 0, 0, 0.05, 0, 0, 0, 0.06, 0, 0, 0;");
return;
The whole thing then appears in the machine program as follows:
.
.
.
Axyz 0, 56.48511, 16.06038, -7.6, 0, 0;
Axyz 1, 56.48511, 16.06038, 15, 0, 0;
Wzkontr 0, 1, 0, 0, 0.05, 0, 0, 0, 0.06, 0, 0, 0;
) Sm_2d_kontur1__1;
Wzkontr 0, 1, 0, 0, 0.05, 0, 0, 0, 0.06, 0, 0, 0;
(
T3d 0, 0, 1, 15, 17, 10, 10, 10, 10, 10, 10;
Konturglaettung 1, 0.012, 0.1, 110, 1;
Axyz 1, -4.8, 204.03, z6p, 0, 0;
.
.
.
Axyz 1, 515.79999, 163.2196, 15, 0, 0;
Wzkontr 0, 1, 0, 0, 0.05, 0, 0, 0, 0.06, 0, 0, 0;
) Sm_2d_kontur7__2;
The command between " ) Sm_2d_kontur1__1;
Wzkontr 0, 1, 0, 0, 0.05, 0, 0, 0, 0.06, 0, 0, 0;
( " is wrongly positione and the machine shows an error when opening.
Even after the second tool, no breakage check should be carried out.
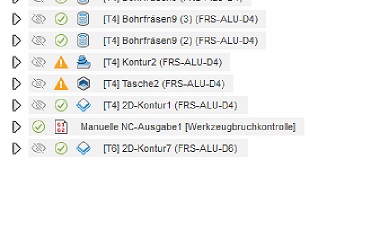
(Program the whole thing only once in Fusion after Tool-D4, see image)
Someone a suggestion
Solved! Go to Solution.
Link copied


{kind=link}