


- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
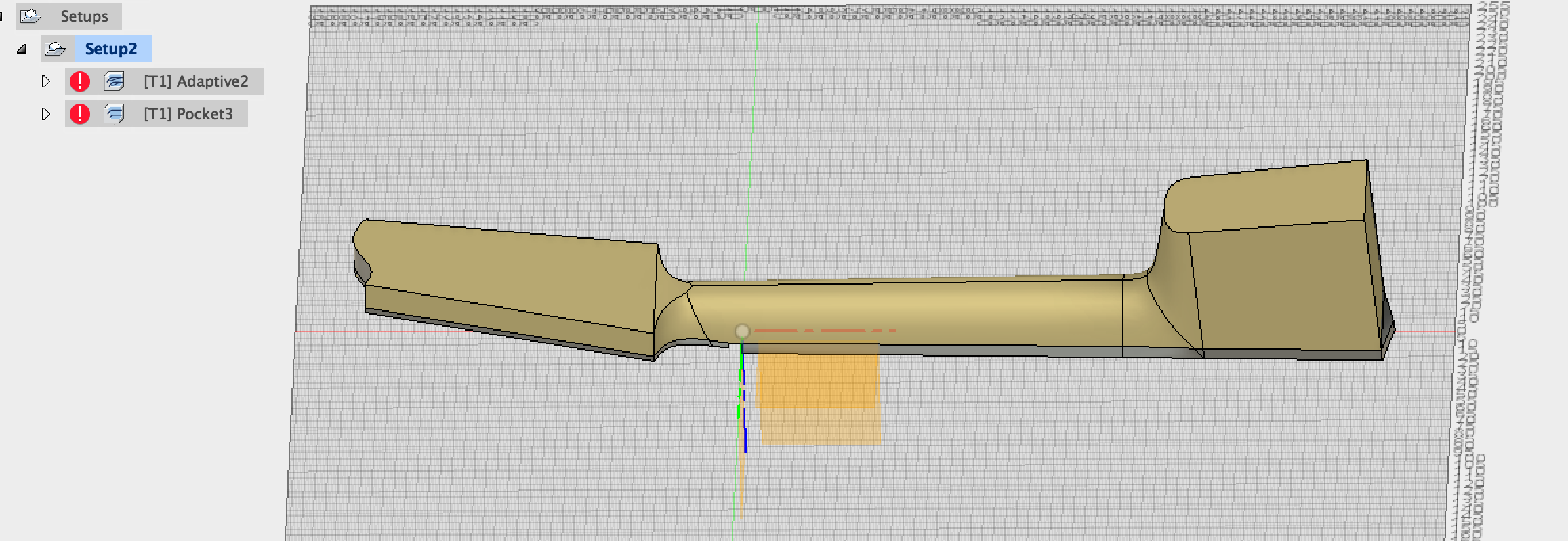
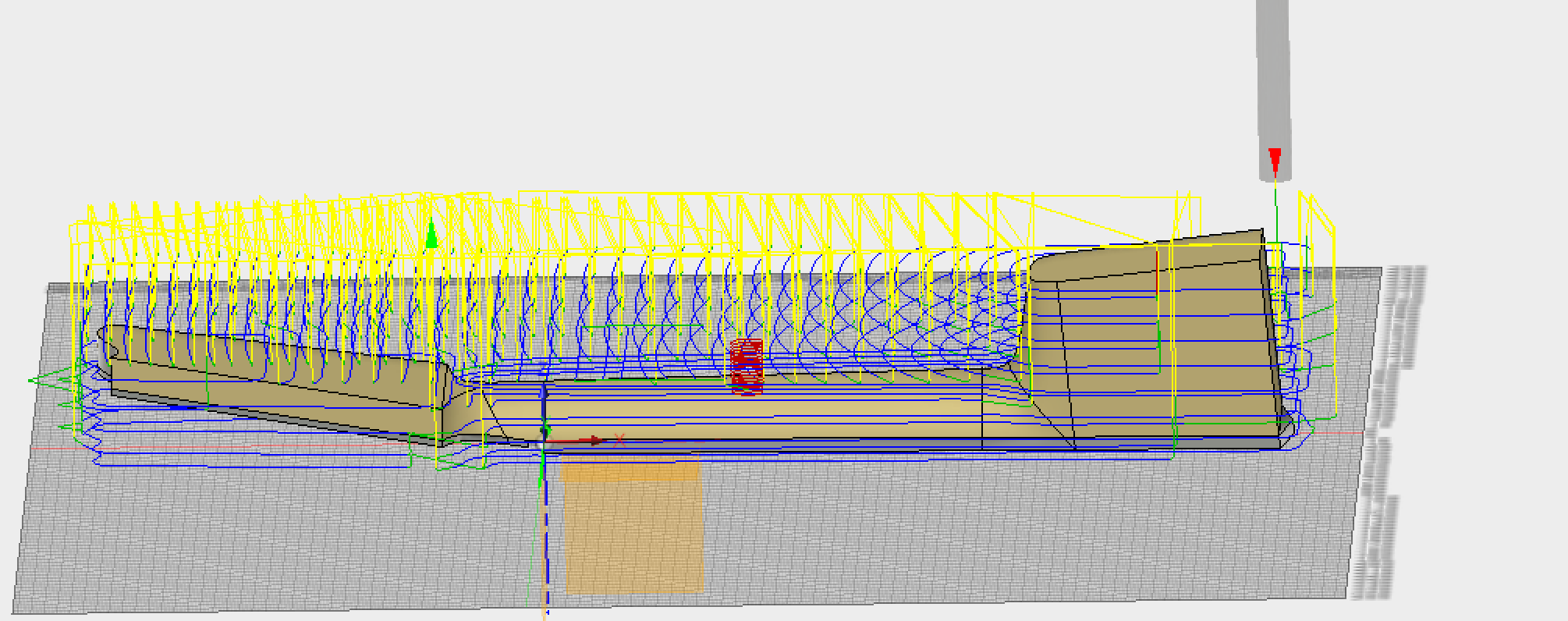
I am trying to CNC a wooden mandolin neck from a nice 3D drawing I have. My stock is not a solid block of wood, as the setup page thinks it is. so I chose to mill it from a solid and no matter which roughing strategy I use, adaptive or pocket 3d, each one creates excessive passes with the bit in the "air". my stock is very close to what my model looks like. I have posted 3 screen shots here, one of the model, one of each of the milling strategies. If I were using a solid block of wood- it would be great. but I am not and it's creating a lengthy cut time. any ideas of how I could get the tool path to start and stay much closer to the model? thanks for your help, anyone that has a suggestion. I have thought I might need to draw bounding lines on the model. I am not sure if that would solve it, or how to even do that... again, thanks for any and all suggestions!
Solved! Go to Solution.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}