Community
- Forums Home
- >
- Fusion Community
- >
- Manufacture Forum
- >
- Re: GRBL laser cutter power settings with pwm
Fusion Manufacture
Talk shop with the Fusion (formerly Fusion 360) Manufacture Community. Share tool strategies, tips, get advice and solve problems together with the best minds in the industry.
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Reply
Topic Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Printer Friendly Page
Message 1 of 20
Anonymous
11392 Views, 19 Replies
03-08-2016
05:35 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-08-2016
05:35 PM
I am almost done building my GrBL driven cnc laser and need some help programming. I have been using fusion for programming my cnc router with great success but am having trouble figuring out how to program the laser.
The issue I have is how do we set the power of the laser. My setup uses a pwm signal to set the laser power.
With my current setup for spindle pwm I have set in my firmware that the min spindle rpm is 0 and max rpm is 13,000 and grbl chops that range into 250 steps, and converts it to a 0-5v range. So a spindle speed setting of 13,000 will output 5v to my spindle speed control.
I have seen laser power settings in other software that will take an input min and max value and chop it into 0-5v outputs. And then you can choose what percentage of power you want and it will out put a voltage. This method is especially useful for etching pictures with the laser. 3dpburner made some software that has settings like this for engraving images.
Is there a way to "turn spindle on" and off and set a "speed"(laser power setting) in fusion? We need to have control of the "spindle speed"(laser power) we need to be able to choose the pwm range i.e. 0-13,000 = 0-5v or whatever the user has their firmware set to.
Hopefully this makes sense, if not, I can clarify.
Thanks for the help,
Tim
The issue I have is how do we set the power of the laser. My setup uses a pwm signal to set the laser power.
With my current setup for spindle pwm I have set in my firmware that the min spindle rpm is 0 and max rpm is 13,000 and grbl chops that range into 250 steps, and converts it to a 0-5v range. So a spindle speed setting of 13,000 will output 5v to my spindle speed control.
I have seen laser power settings in other software that will take an input min and max value and chop it into 0-5v outputs. And then you can choose what percentage of power you want and it will out put a voltage. This method is especially useful for etching pictures with the laser. 3dpburner made some software that has settings like this for engraving images.
Is there a way to "turn spindle on" and off and set a "speed"(laser power setting) in fusion? We need to have control of the "spindle speed"(laser power) we need to be able to choose the pwm range i.e. 0-13,000 = 0-5v or whatever the user has their firmware set to.
Hopefully this makes sense, if not, I can clarify.
Thanks for the help,
Tim
Solved! Go to Solution.
Solved by MattWynn. Go to Solution.
19 REPLIES 19
Message 2 of 20
Anonymous
in reply to:
Anonymous
03-08-2016
05:51 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-08-2016
05:51 PM
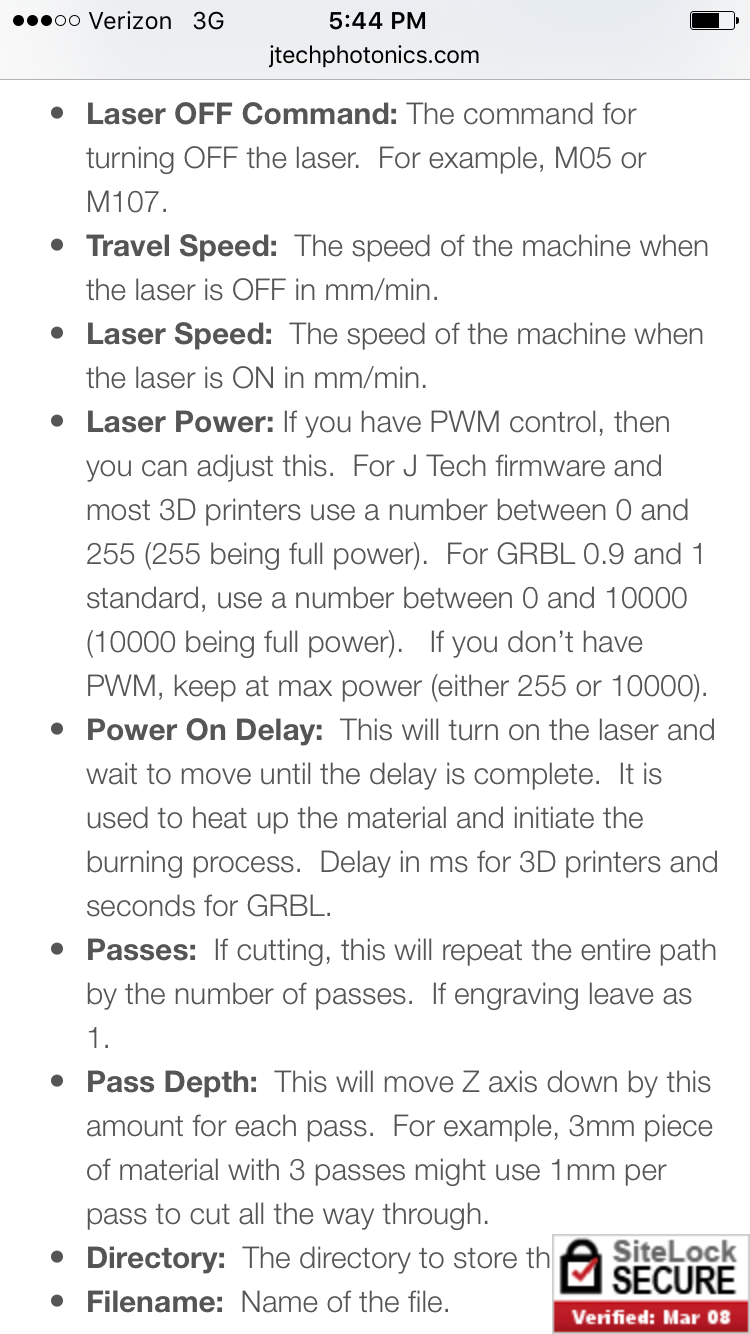
Attached is an example of what I would like to see. It would be cool if we could set the % power and set a "rpm range" (power setting) and have the software set the appropriate spindle on with rpm to set the power.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Message 4 of 20
03-09-2016
12:57 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-09-2016
12:57 PM
I'm pretty sure we made a grbl post that worked with the waterjet/laser/plasma operation that would do the right thing with power (S word was it?). Don't try to use router operation when the laser operatoin is what you want.
Try the postprocessor from @skidsolo in this discussion: http://forums.autodesk.com/t5/computer-aided-machining-cam/newbie-needs-help-with-plasma-waterjet-po... Also just search this forum for "grbl laser" for some other discussions of interest.
Matt Wynn
Senior Manager, Software Development, Fusion Fabrication
Message 5 of 20
03-09-2016
01:47 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-09-2016
01:47 PM
I was using the Laser toolpath. I did find the post you mentioned and was able to get it to post but it is not posting a "S" to set the power and I tried posting 2 seperate cuts and it doesnt seem to turn the power off and back on. Seems like when it retracts it should set power to 0 then rapid then start cutting again. I didnt see any settings to set the power for the laser.
{kind=link}
Message 6 of 20
03-09-2016
02:03 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-09-2016
02:03 PM
I think the cutting mode on the laser operation would set different power settings.
Matt Wynn
Senior Manager, Software Development, Fusion Fabrication
Message 7 of 20
03-09-2016
02:13 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-09-2016
02:13 PM
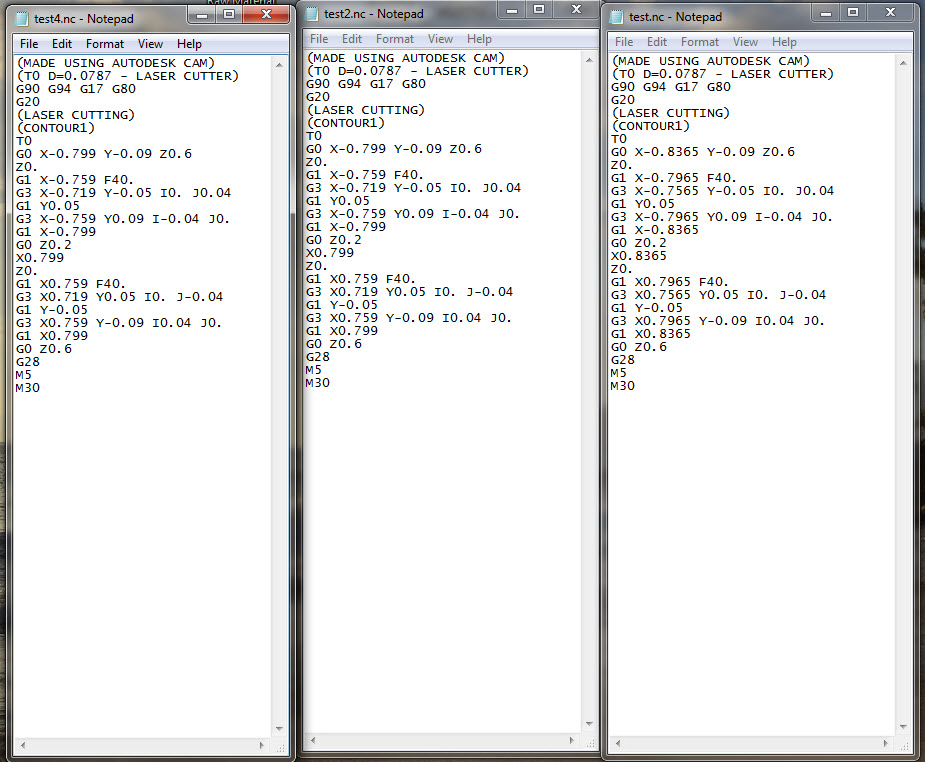
Here are 3 seperate posts with the "laser mode" set to 3 different quality settings. nothing is changing. and there is no "S" and a number to set the power. Maybe there is something I am missing but it doesnt seem to be working.
{kind=link}
Message 8 of 20
03-10-2016
02:30 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-10-2016
02:30 PM
perhaps I was thinking of the smoothie with the S word.
Take a look at the smoothie post for how to get the power settings for the waterjet/laser/plasma operation, http://cam.autodesk.com/posts/?p=smoothie .
Matt Wynn
Senior Manager, Software Development, Fusion Fabrication
Message 9 of 20
03-10-2016
02:56 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-10-2016
02:56 PM
that doesnt seem to help much with GRBL controlled machines. is the development team still working out the bugs with the laser/waterjet/plasma CAM programming? it seems pretty standard in the several laser programming programs to set the power as I described it earlier with a pwm input. I hope they are still working on it because as it is, fusion is useless for laser programming. I love fusion and hope they get it worked out.
thanks,
Tim
Message 10 of 20
03-10-2016
03:45 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-10-2016
03:45 PM
I'm glad you love Fusion. Many people are having success with laser programming using the WLPC operation.
The problem here is the postprocessor, not "bugs with the laser/waterjet/plasma CAM programming" (which there may be, WLPC is still in preview).
Take a look at http://cam.autodesk.com/posts/ and filter on the waterjet / laser / plasma type. There are several good posts that show how to get 6 different power levels for WLPC. Note that the generic grbl post does not yet have support for laser - which is why I pointed you to the other one.
did you see this section in the smoothie post?
/** Returns the power for the given spindle speed. */function getPower() { switch (currentSection.jetMode) { case JET_MODE_THROUGH: return properties.laserPower; case JET_MODE_ETCHING: return properties.laserEtchPower; case JET_MODE_VAPORIZE: default: error(localize("Laser cutting mode is not supported.")); } return 0;}for through cutting ou can use this code to get the quality values that can be mapped to 4 different power settings (from the OMAX post): switch (currentSection.quality) { case 1: // high quality qualFeed = 5; break; case 2: // medium qualFeed = 4; break; case 3: // low qualFeed = 2; break; default: // auto qualFeed = 3; }Matt Wynn
Senior Manager, Software Development, Fusion Fabrication
Message 11 of 20
03-10-2016
03:50 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-10-2016
03:50 PM
Thanks Matt,
I will look into it. maybe I can edit the GRBL post to output what I need for my setup. Thank you for all the help 🙂
Tim
Message 12 of 20
Anonymous
in reply to:
Anonymous
03-10-2016
06:48 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-10-2016
06:48 PM
One other feature that might be nice is a multipass with step down control. for those of us with whimpy 2-3 watt lasers we need to take multiple passes to cut through thicker materials.
Message 13 of 20
Anonymous
in reply to:
Anonymous
03-10-2016
09:03 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-10-2016
09:03 PM
So I tested the smoothie laser/mill post and it worked! I just had to go into the post and change the S1 for the laser power to S13,000 so it would output the full 5v pwm to the laser driver!
Thanks for the help!
Thanks for the help!
Message 15 of 20
03-11-2016
08:13 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-11-2016
08:13 AM
@Anonymous wrote:
One other feature that might be nice is a multipass with step down control. for those of us with whimpy 2-3 watt lasers we need to take multiple passes to cut through thicker materials.
No plans to do this for WLPC. I can suggest copying an operation, and setting different height.
( I'm used to 1000 - 8000 watt lasers... ![]() )
)
Matt Wynn
Senior Manager, Software Development, Fusion Fabrication
Message 16 of 20
03-14-2016
12:45 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-14-2016
12:45 PM
@Anonymous What did you make? Send Pictures!
Matt Wynn
Senior Manager, Software Development, Fusion Fabrication
Message 17 of 20
03-14-2016
12:54 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
03-14-2016
12:54 PM
I have just done a few tests but the smoothie post is working reasonably well. The smoothie post doesn't end the program automatically with grbl so it needs a little bit of work.
{kind=link}
{kind=link}
Message 18 of 20
10-07-2016
11:54 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
10-07-2016
11:54 AM
Is there true engraving ability though? I see there is a way to set multiple power levels for a single tool path. However, an engraving toolpath will change the laser intensity based on depth, right? It's essentially a pocket operation but instead of changing the Z axis for depth the laser power is increased. From everything I've seen here, only one hardcoded power level (through, etching, or vaporize) that can be used per tool path. Anyway to have it dynamically change throughout?
Message 19 of 20
10-07-2016
12:02 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
10-07-2016
12:02 PM
Fusion doesn't have a way to do etching. I was going to try and do a pocket tool path but haven't had much success or time to work out the issues. I have been using laser etch fron jtech photonics for etching. it works really nice! I am also using picsender as the gcode sender program for my GRBL based CNC machine. https://jtechphotonics.com/?product=laser-etch-bw-image-engraving-sw-license
Message 20 of 20
10-07-2016
12:42 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
10-07-2016
12:42 PM
All settings are constant within each WLPC tool path.
You might be able to hack something together mapping z heights to power.
Matt Wynn
Senior Manager, Software Development, Fusion Fabrication
Reply
Topic Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Printer Friendly Page
Forums Links
Can't find what you're looking for? Ask the community or share your knowledge.
Post to forums
