


Message 1 of 7
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
Hello! I have an issue with my postprocessor. I have eddited alot and one thing i can't make good.
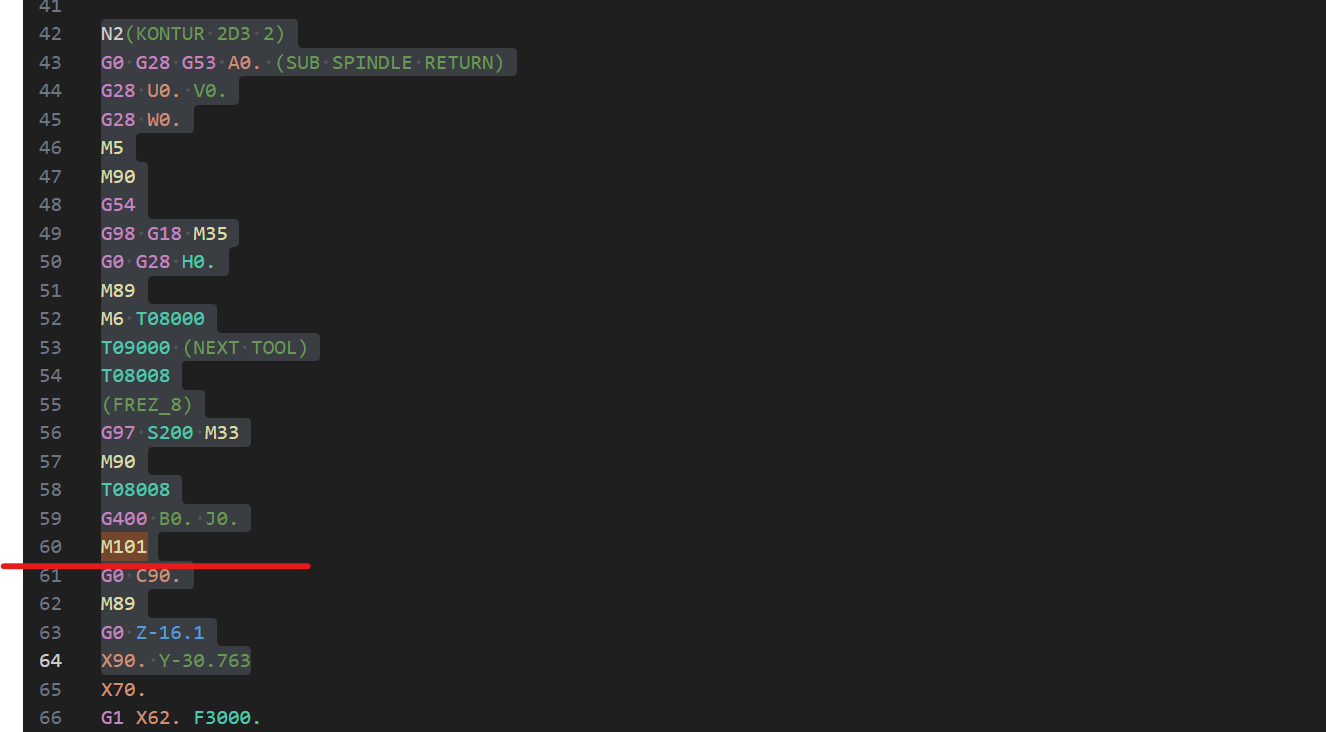
I have a Doosan Puma MX2100 2007 year, with upper live tool milling spindle and lower turning turret. When i want to use milling at upper spindle i have to turn on Interference (M101) to turn off a brake on spindle. But this must be after tool changing and before turn on Spindle G97 Sxxx M33. But my post generate M101 in wrong place. Can you help me?
In attachments is my simple program and my post processor.
Solved! Go to Solution.







{kind=link}