Community
- Forenstartseite
- >
- International Forums
- >
- Deutsch
- >
- Fusion - Deutsch
- >
- Betreff: Postprozessor Siemens Sinumerik 840D mit R- Parametern
Fusion - Deutsch
Das Forum für alle Fragen rund um Autodesk Fusion (ehemals Fusion 360). Der Ort zum Fragen stellen, Antworten erhalten und Wissen teilen.
Vorschläge aktivieren
Mit der automatischen Vorschlagsfunktion können Sie Ihre Suchergebnisse eingrenzen, da während der Eingabe mögliche Treffer angezeigt werden.
Postprozessor Siemens Sinumerik 840D mit R- Parametern
40 ANTWORTEN 40
GELÖST
Antworten
Themen-Optionen
- RSS-Feed abonnieren
- Thema als neu kennzeichnen
- Thema als gelesen kennzeichnen
- Diesen Thema für aktuellen Benutzer floaten
- Lesezeichen
- Abonnieren
- Drucker-Anzeigeseite
Nachricht 1 von 41
01-04-2017
09:44 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-04-2017
09:44 PM
Hallo zusammen,
arbeite seit geraumer Zeit mit Fusion 360 und bin echt begeistert. Nutze es hautsächlich für CAD, aber auch CAM interessiert mich sehr stark. Nur leider bin ich nicht ganz so fit in der Anpassung eines Postprozessors. Ich bin auf der Suche nach einem PP für eine ältere Siemens Sinumerik 840D Steuerung.(Bj. der Maschine 2000)
Hab schonmal geschaut was so in Fusion hinterlegt ist und bis jetzt ist der für die dort angegebene Sinumerik 802 Steuerung vom Aufbau her derjenige, mit dem ich wahrscheinlich am nächsten zum Ziel komme. Soweit ich es sehen konnte, gibt dieser mir schonmal die richtigen Befehle aus, jedoch bis auf die Zyklen.
Ich suche so einen PP, der jedoch Zyklen über R-Parameter ausgibt....gibt es sowas vllt. schon, oder gibt es die Möglichkeit diesen anzupassen?
Vielen Dank schonmal!
Gruß Alex
Gelöst! Gehe zur Lösung
Gelöst von alex.rode. Gehe zur Lösung
Gelöst von makko74. Gehe zur Lösung
40 ANTWORTEN 40
Nachricht 2 von 41
01-11-2017
11:07 AM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-11-2017
11:07 AM
Hallo Alex,
geben wird es so einen Postprozessor noch nicht aber anpassen geht immer.
Du hast zwei Möglichkeiten, entweder einen HSM Cam Händler fragen ( Kostet meist Geld ) oder selber Hand anlegen.
Habe dir mal einen geänderten Postprozesseor angehängt, mußt du mal schauen ob der das ausgibt was du willst.
Leider weiß ich nicht welche R-Parameter benötigt werden, das sollte aber in deiner Programmieranleitung stehen.
Ich habe einfach mal mit R1 angefangen und das er L81 statt CYCLE80 ausgibt.
Geändert ist in dem Postprozessor nur das gewöhnliche Bohren, sollte aber reichen um das Prinzip zu verstehen.
Änderungen sind in der Funktion onCycle dort bei "drilling" - Hier werden die ganzen R Parameter geschrieben sowie der erste Aufruf von L81
in der Funktion onCyclePoint - Hier weren die Positionen ausgeben, wenn mehr als eine Bohrung zu machen ist sowie der Aufruf von L81
eventuell muss noch was in onCycleEnd geändert werden, wenn das Bohren Modal läuft, kenne deine Steuerung nicht.
Gruß
Mario
Nachricht 3 von 41
01-11-2017
05:44 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-11-2017
05:44 PM
Hallo Mario,
vielen Dank für deine Antwort, ich werde mich in den nächsten Tagen damit mal genauer auseinander setzten und schauen ob es klappt.
Du hast mir schonmal ein gutes Stück weitergeholfen.
Danke!
Gruß Alex
Nachricht 4 von 41
01-11-2017
06:29 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-11-2017
06:29 PM
Hallo Alex,
kein Problem, gern geschehen.
Noch was allgemeines zur Postprozessor Änderung: ( Starterkit wenn man so will ![]() )
)
§1: Immer mit einer Sicherheitskopie arbeiten, sollte man sich mal vertuen hat man immer noch eine mehr oder weniger lauffähige Version.
§2: dem Postprozessor einen eigenen Dateinamen ( .cps muss bleiben ) geben, sonst kann es passieren das bei einem Update der Postprozessor überschrieben wird und die ganze Arbeit für die Katz war.
Editor: das beste kostenlose Programm Notepad++ ( Einstellungen hier im englisch sprachigen Postprozessor Forum beschrieben )
Hilfedatei zum Postprozessor und noch paar mehr Tipps: findest du in diesem Thread , die post.chm ( leider nur in Englisch, geht aber ) hier sind die Parameter welche so im Postprozessor vorkommen können beschrieben. Ich weiß nicht ob die Datei bei Fusion wie bei Inventor HSM mitgeliefert wird.
Das wichtigste Hilfsmittel bei Postprozessor-Änderungen ( meiner Meinung nach ) ist der Postprozessor dump.cps. Dieser gibt recht übersichtlich aus in welchen Parameternamen ( welchen man im Postprozessor verwenden kann ) ein bestimmter Wert ausgegeben wird.
Dann ansonsten noch viel Gedult und Durchhaltewillen.
Bei Fragen dann hier oder im Postprozessor-Forum melden. ( Auch hier ist oft Gedult gefragt ![]() )
)
Viel Erfolg!
Gruß,
Mario
117
Nachricht 5 von 41
01-13-2017
12:46 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-13-2017
12:46 PM
Hallo @alex.rode,
hast du den Tipp von Mario schon ausprobieren können? Wenn ja, hat es geklappt? Gerne kannst du dann den Beitrag von Mario als Lösung markieren, dann profitieren auch andere Anwender von der Information. 🙂 Ansonsten gerne auch ein Update für uns hier, damit man weiß, wie man noch helfen kann.
You found a post helpful? Then feel free to give likes to these posts!
Your question got successfully answered? Then just click on the 'Mark as solution' button. ![]()
Tarek Khodr
Community Manager
Nachricht 6 von 41
01-13-2017
12:57 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-13-2017
12:57 PM
Hallo Tarek,
ich bin noch dran. Hatte noch keine Zeit mich damit intensiv zu beschäftigen. Aber sobald ich weiter gekommen bin, werde ich hier berichten und den Beitrag als Lösung markieren.
Die Infos haben mich aber schonmal ein gutes Stück weiter gebracht, was ich bis jetzt gesehen habe.
Gruß Alex
Nachricht 7 von 41
01-26-2017
05:45 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-26-2017
05:45 PM
Hallo @alex.rode,
und hast du es nun schon ausprobieren können? 🙂 Also ich bin auf jeden Fall auf deine Zusammenfassung gespannt und sicherlich auch einige andere Leser hier.
Hoffe ist alles so gelaufen wie du wolltest.
You found a post helpful? Then feel free to give likes to these posts!
Your question got successfully answered? Then just click on the 'Mark as solution' button. ![]()
Tarek Khodr
Community Manager
Nachricht 8 von 41
01-26-2017
09:01 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-26-2017
09:01 PM
Hallo Tarek,
ich bin noch an ein paar Kleinigkeiten dran, die ich erst noch lösen muss. Leider ist die Zeit knapp...
Ich nutze gleich mal die Gelegenheit und stell mal einen Screenshot rein, mit ein paar Bemerkungen. Vllt. hat ja jemand mit mehr Erfahrung, was das Ändern angeht, eine Lösung.
Und zwar geht es um folgendes, im Anhang ist ein G Code dargestellt, der in ein Werkstück drei Bohrungen bohren soll, soweit hab ich das jetzt auch schon geändert, dass der PP mir die Vorschubhöhe (R2), Bohrtiefe (R3) und die Rückzugshöhe (R10) als R-Parameter ausgibt, sodass die Maschine damit klar kommt. Das ganze Beispiel bezieht sich jetzt erstmal auf "einfaches Bohren", sprich Zyklus G81.
Was jedoch jetzt noch nicht stimmt, dass der PP mir ein "L81" ausgibt und zwar nach jeder Bohrposition. Wie im Bild dargestellt müsste ich als erstes auf die erste Position fahren( X0 Y0;N23) dann an die Werkstückoberfläche anfahren, Vorschub definieren (N27), meine Zykluswerte angeben (N28) und danach den Zyklus mit einem "G81" aufrufen, im Anschluss die beiden anderen Bohrpositionen angeben (ohne L81 oder dergleichen dazwischen) und dann in Zeile N33 den ganzen Zyklus mit einem "G80" beenden. Der Rest im Anschluss bleibt wie gehabt.
Leider hab ich den PP bis jetzt noch nicht so umschreiben können, dass dieser dann auch funktioniert....
Vllt. hat ja jemand eine Idee, wie man meinen PP so umschreiben kann, dass L81 wegfällt und G81 bzw. G80 an der richtigen Stelle erscheint.
Ich hab auch mal den Postprozessor im Anhang beigefügt.
Danke schonmal!
Gruß Alex
{kind=link}
Nachricht 9 von 41
01-27-2017
10:07 AM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-27-2017
10:07 AM
Hallo Alex,
versuch mal den Angehängten, ob der so paßt.
mario
Nachricht 10 von 41
01-27-2017
02:16 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-27-2017
02:16 PM
Hi Mario,
danke für deine Antwort.
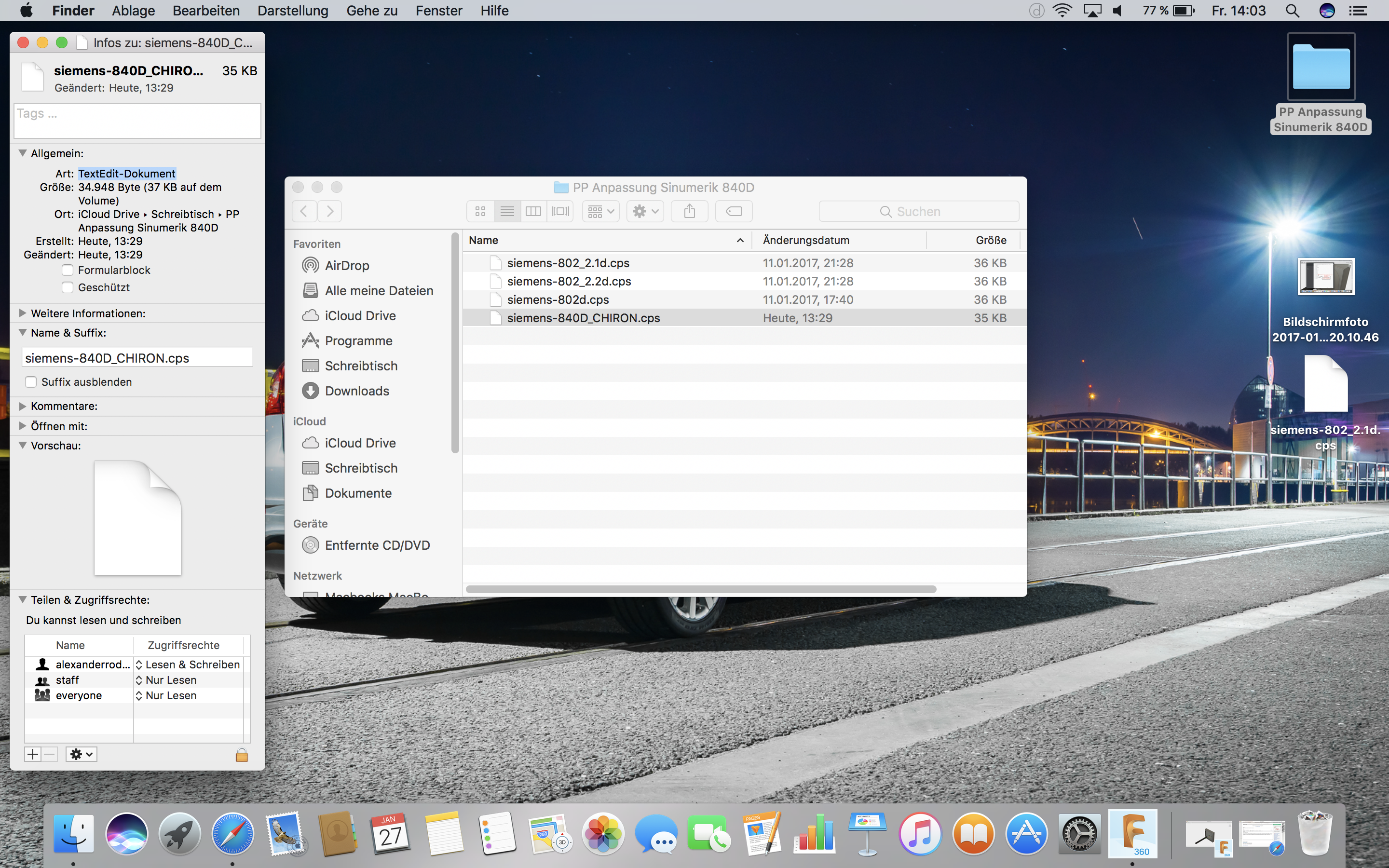
Ich bin nur gerade am verzweifeln, jetzt bekomme ich die Datei von dir nicht in Fusion angezeigt. Hatte diese mit einem Text Editor geöffnet. Wenn ich auf Information gehe, steht dort, dass es ein Text Editor Dokument ist, die andere Datei die funktioniert ist bloß ein "Dokument". Hatte letztes mal auch schon das Problem, dass wenn ich die Datei vorher bearbeitet hatte, diese dann nicht mehr bei Fusion angezeigt wurde, obwohl als Suffix .cps steht.
Sry für die vllt dumme Frage, aber ich hab jetzt fast zwei Stunden rum probiert, ohne Erfolg....
Denke das ich die Datei nur irgendwie anders abspeichern muss...
Danke schonmal!
Gruß Alex
{kind=link}
Nachricht 11 von 41
01-28-2017
04:10 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-28-2017
04:10 PM
Hallo Alex,
sorry das ich mich erst jetzt melde, hab keine Benarichtigung bekommen, das du hier geschrieben hast.
Der Post Prozessor hatte einen Fehler, hatte ihn nicht getestet. ![]() ( möglich das er deshalb nicht angezeigt wurde )
( möglich das er deshalb nicht angezeigt wurde )
Hänge dir hier mal den korrigierten an. ( Also in Inventor HSM funktioniert er )
Habe auch mal die Ausgabe geändert. Das G81 steht jetzt vor den Bohrpositionen, weiß nicht ob das so richtig ist.
; %_N_1_MPF N10 ; Programmkommentar N11 ; T1 D=8.02 CR=0 TAPER=140deg - ZMIN=-10 - drill N12 G90 G94 N13 G71 N14 G64 N15 G17 N16 G53 G0 Z0 N17 ; Null - B0 - hor N18 M9 N19 T1 N20 M6 N21 ; Spibo 8.02 VHM N22 S3771 M3 N23 G54 N24 M8 N25 X40 Y25 N26 D1 N27 Z70 N28 G17 N29 F640.4 N30 R2=10 R3=-10 R10=20 N31 G81 X40 Y25 N32 G81 X160 N33 G80 N34 G0 Z70 N36 G53 Z0 N37 M30
mario
143
Nachricht 12 von 41
01-28-2017
04:28 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-28-2017
04:28 PM
So, nochmal ich.
wenn die Ausgabe so richtig wäre für zwei Bohrungen ( sind die Selben wie im vorherigen Beitrag 😞
; %_N_1_MPF N10 ; Programmkommentar N11 ; T1 D=8.02 CR=0 TAPER=140deg - ZMIN=-10 - drill N12 G90 G94 N13 G71 N14 G64 N15 G17 N16 G53 G0 Z0 N17 ; Null - B0 - hor N18 M9 N19 T1 N20 M6 N21 ; Spibo 8.02 VHM N22 S3771 M3 N23 G54 N24 M8 N25 X40 Y25 N26 D1 N27 Z70 N28 G17 N29 F640.4 N30 R2=10 R3=-10 R10=20 N31 G81 N32 X160 Y25 N33 G80 N34 G0 Z70 N36 G53 Z0 N37 M30
dann den Post Prozessor benutzen und bitte mal bescheid geben welche Ausgabe richtig ist. ( G81 sollte Modal wirksam sein, wenn ich das hier richtig gelesen habe )
mario
230
Nachricht 13 von 41
01-29-2017
08:28 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-29-2017
08:28 PM
Hi Mario,
als das sieht schonmal sehr gut aus. Dein zweiter Beitrag stimmt, also das G81 nur einmal da steht, dann die weiteren Bohrpositionen kommen und am Ende G80. So passt das! Vielen vielen Dank für deine Hilfe!
Ich werde deinen PP gleich mal ausprobieren und schauen ob er diesmal bei mir in Fusion erscheint.
Danke !
Gruß Alex
Nachricht 14 von 41
01-30-2017
06:45 AM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-30-2017
06:45 AM
Hi Alex,
erstmal Bitteschön, des Weiteren noch eine Frage meinerseits zum Verständnis von G81.
Wir haben hier 840D mit CYCLE81, wenn ich dort zwei Bohrungen machen will, schreibe ich:
G0 X10 Y10 ;Nur Positionieren
MCALL CYCLE81(BLA,BLA) ;Hier wird noch kein Bohrzyklus ausgeführt!!!
X10 Y10 ;1.Bohrposition Ausführung
X10 Y30 ;2.Bohrposition Ausführung
MCALL
Ab wann gilt der G81?
Schreibe ich die 1.Bohrposition vor Aufruf von G81 oder erst danach?
Alternative 1:
G0 X10 Y20
R2=... R10...
G81 ;Bohrt der hier dann schon oder ist das nur die Vorbereitung auf was da kommen mag?
X10 Y30 ;Hier Bohrt er, ist klar
G80
oder Alternative 2
G0 X10 Y10 ;Nur Positionieren
R2=... R10=...
G81
X10 Y10
X10 Y30
G80
Nur interessehalber.
Gruß Mario
Nachricht 15 von 41
01-30-2017
12:05 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-30-2017
12:05 PM
Hallo Mario,
bzgl. deiner Frage: Alternative 1 ist richtig. Ich fahre auf die erste Position, dann kommt R=... usw. und bei G81 bohrt die Maschine, dann auf die andere Position usw.
Also bei Alternative 1 bohr die Maschine 2 Löcher, einmal bei X10 Y20 und bei X10 Y30.
Gruß Alex
Nachricht 16 von 41
01-30-2017
12:09 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-30-2017
12:09 PM
Hi Alex,
Danke für die Information.
Jetzt macht es Sinn für mich ![]()
Gruß Mario
Nachricht 17 von 41
01-30-2017
02:46 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
01-30-2017
02:46 PM
Sehr gerne Mario, ich habe zu danken!
Ich werde mich in den nächsten Tagen(oder Wochen![]() ) mal dran machen, die anderen Zyklen zu ändern. Wenn das klappt, kann ich den Postprozessor ja hier mal einstellen, damit vllt. auch andere Fusion360/ Inventor HSM Anwender was davon haben.
) mal dran machen, die anderen Zyklen zu ändern. Wenn das klappt, kann ich den Postprozessor ja hier mal einstellen, damit vllt. auch andere Fusion360/ Inventor HSM Anwender was davon haben.
Natürlich alles ohne Gewähr!
Der PP ist dann für eine Siemens Sinumerik 840D Steuerung (Softwarestand MMC 100.2) gedacht, die mit R-Parametern bei Zyklen arbeitet.
Gruß Alex
Nachricht 18 von 41
03-31-2017
01:29 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
03-31-2017
01:29 PM
Hallo zusammen, muss das Thema nochmal aufgreifen. Bin selber leider noch nicht wirklich weiter gekommen, den PP mit den R- Parametern anzupassen....
Hab aber jetzt entdeckt, dass es ein PP gibt zum herunterladen, der eig. passen sollte. Glaube der ist neu, heißt 840 C.
Hab nur jetzt das Problem, dass es eine Fehlermeldung gibt, wenn ich den Code erzeuge. Hab mal ein Bild angehängt, was Brackets mir anzeigt...
Hat da jemand eine Idee, woran es liegt? Hab den PP ohne irgendwelche Änderungen direkt übernommen.
Gruß Alex
{kind=link}
Nachricht 19 von 41
03-31-2017
01:44 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
03-31-2017
01:44 PM
Hallo Alex,
du benutzt irgendwo ein Werkzeug mit Innenkühlung "unsupported 'through tool' coolant", das wird im Auslieferungszustand der Siemens Postprozessoren im Post nicht behandelt und als Fehler gewertet. Müßte in deinem Postprozessor nur noch nachgetragen werden.
Wird in der Funktion setCoolant im Postprozessor behandelt, da müßte dann noch eine case Anweisung rein, was er tun soll wenn Innenkühlung gewünscht wird.
case COOLANT_FLOOD: // sollte schon drin stehen
m = 8;
break;
case COOLANT_THROUGH_TOOL: // das ist der Teil für Innenkühlung
m = 7;
break;
default:
Gruß,
Mario
Edit: War ein case zuviel ![]()
Nachricht 20 von 41
03-31-2017
03:27 PM
- Als neu kennzeichnen
- Lesezeichen
- Abonnieren
- Stummschalten
- RSS-Feed abonnieren
- Kennzeichnen
- Melden
03-31-2017
03:27 PM
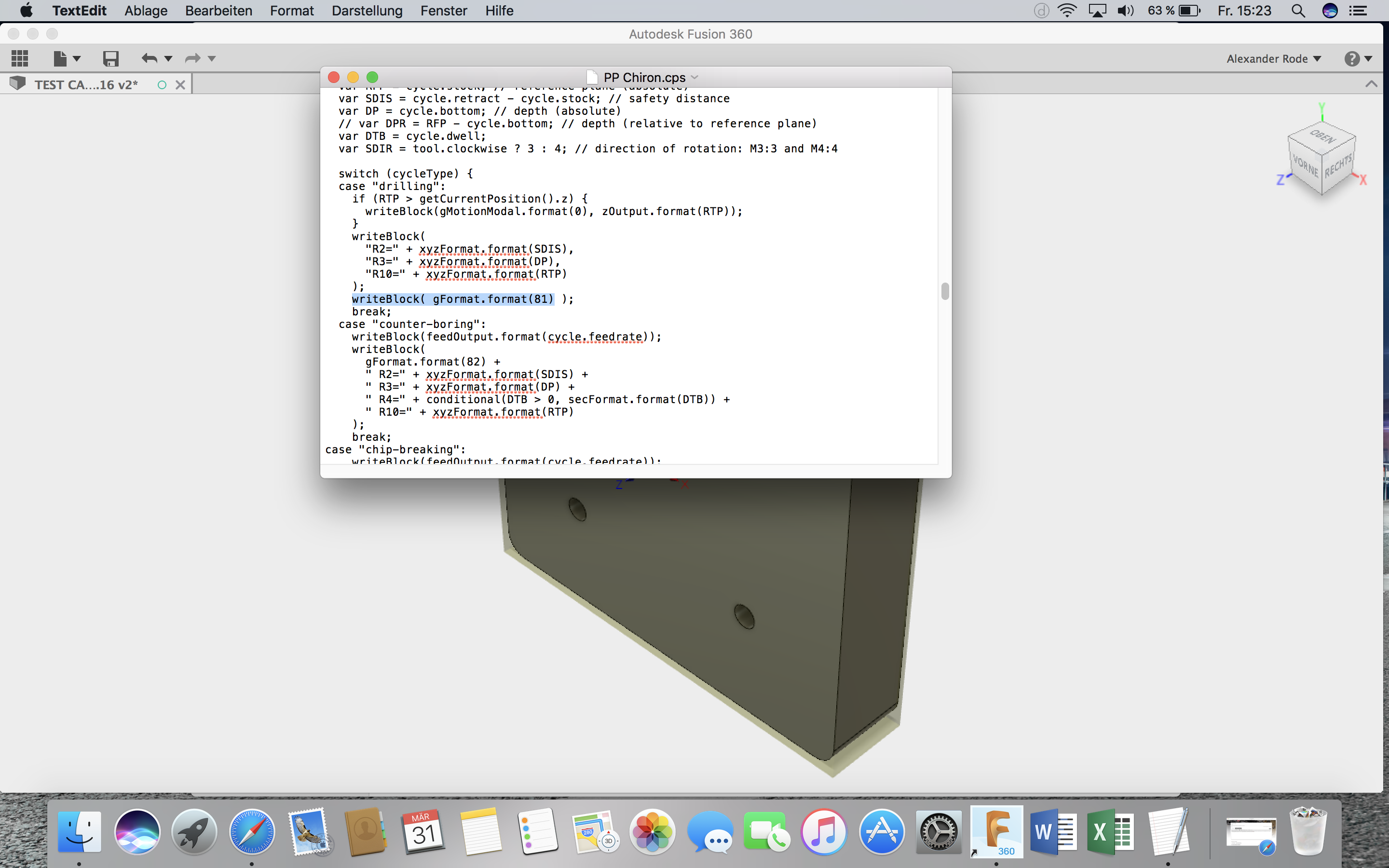
Danke für deine schnelle Antwort. Hab jetzt mal aus den verschiedensten PP alles zusammen kopiert ![]() und jetzt sieht es schonmal sehr gut aus. Nur eine Frage habe ich noch. Du hattest mir ja damals geholfen, dass das G81 z.B. nicht in der gleichen Zeile steht wie die R-Paramter, sonder eins drunter. Was muss ich da genau ändern, damit das bei den anderen Zyklen auch so ist?
und jetzt sieht es schonmal sehr gut aus. Nur eine Frage habe ich noch. Du hattest mir ja damals geholfen, dass das G81 z.B. nicht in der gleichen Zeile steht wie die R-Paramter, sonder eins drunter. Was muss ich da genau ändern, damit das bei den anderen Zyklen auch so ist?
Und das G80 ganz am Ende ist....
Muss ich das markiert überall schreiben? (siehe Bild im Anhang)
Tausend Dank schonmal, langsam komme ich zum Ziel mit deiner Hilfe!
Gruß Alex
{kind=link}
Antworten
Themen-Optionen
- RSS-Feed abonnieren
- Thema als neu kennzeichnen
- Thema als gelesen kennzeichnen
- Diesen Thema für aktuellen Benutzer floaten
- Lesezeichen
- Abonnieren
- Drucker-Anzeigeseite
Forum-Links
Sie finden nicht, was Sie suchen? Fragen Sie die Community oder teilen Sie Ihr Wissen mit anderen.
In Foren veröffentlichen

