


- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
[ FlexSim 18.1.1 ]
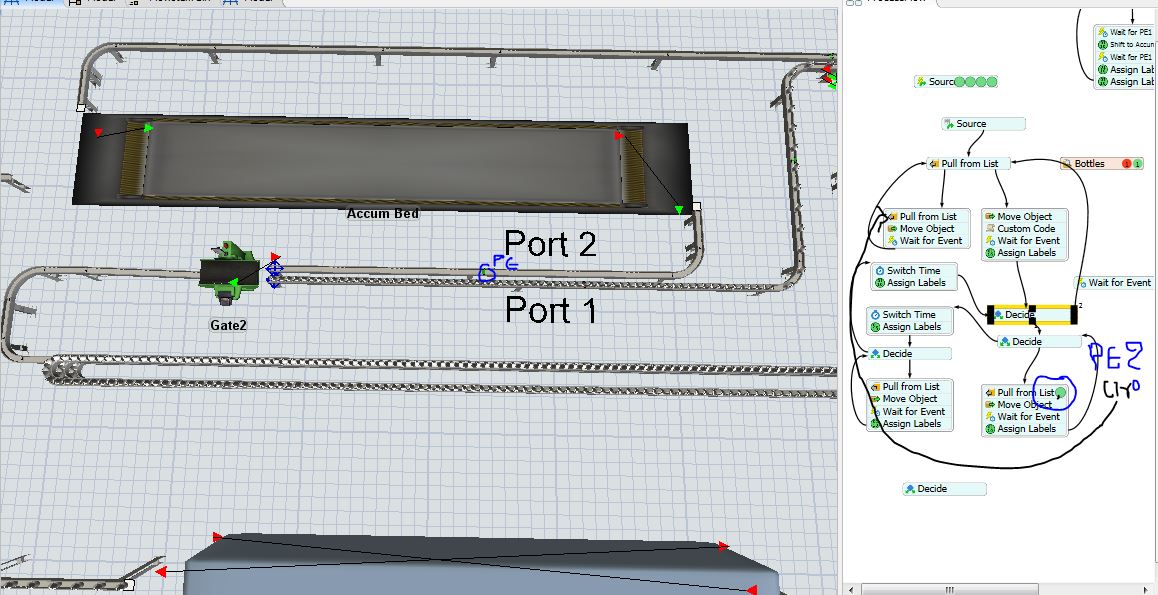
I am trying to use two ports 1 and 2 to connect to a single port downstream.
Right now I have a photo eye which when block would send parts to an accumulation bed(eventually Port 2). Soon the above happens I want my Gate2(we can use combiner or a processor) to send 20 parts via Port 1 then wait for 2 seconds to switch to Port 2 and send 20 parts via Port 2, looping this until all the content on Port 2 (i.e accumulation bed) is clear, soon the content is clear it should be a normal operation i.e my Gate 1 should send parts via port 1. And when I back up again until photo eye PE 1, the above process should kick in.
As you see I am trying to use process flow. I want to understand a best way to approach this. Let me know if any further explanation. Thank you.
Solved! Go to Solution.
{kind=link}
{kind=link}
{kind=link}
{kind=link}