Hi Dave,
regarding:
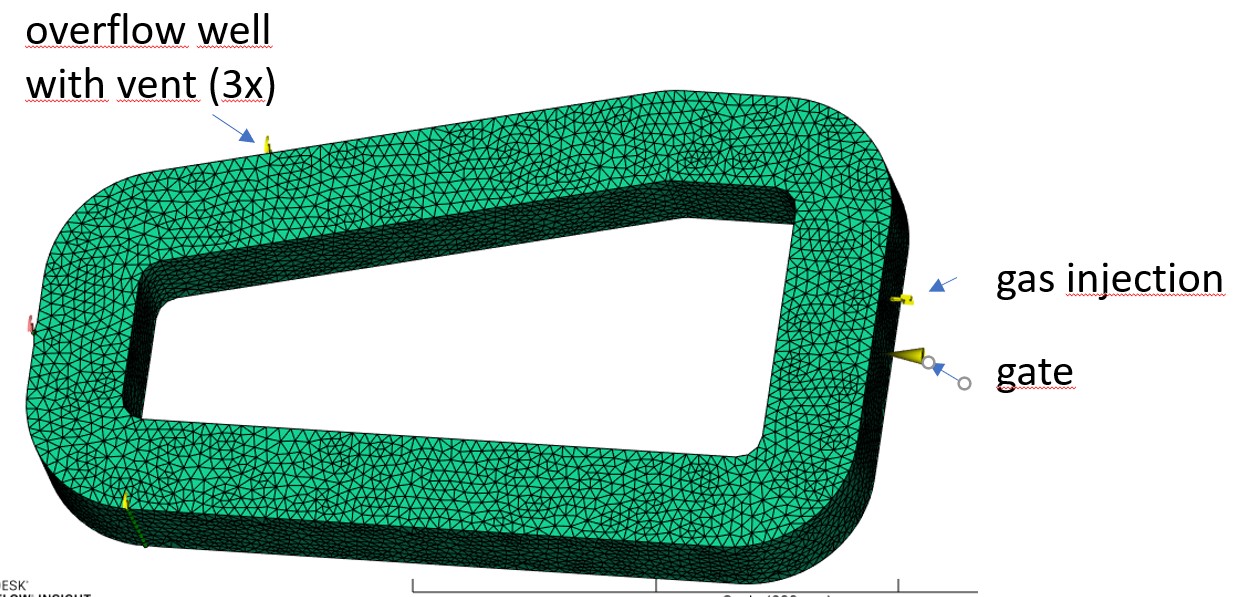
Defining a vent location
Well, you did according to instructions.
I reviewed it too, and it says venting could be put on overflow well.
"Note: A venting location can only be set on an overflow well."
So created Overflow well (beam) and Overflow well (3D) , and still venting buttons are greyed out.
A bit puzzled by this, as help says it should work, but cannot be set in UI.
Venting analysis normally is activated in solver parameters, but it is not there for GAIM.
Probably need Autodesk tech support to have a look at this option, and why it is greyed out.
Gas Pressure.
300 MPa is pretty high pressure (3000 bar!), (and, right, limit in settings is 500 MPa).
30 MPa is still a high pressure (300 bar).
So, the pressure level has to be set depending on what is reasonable for the plastic melt.
Note: the default gas pressure level is 3.1 MPa, and a reasonable starting point.
Velocity and shear rate is too high.
Velocity, max, when 30 MPa gas pressure: 9.124E+06 cm/s , 9 124 000 cm/s
A bullet around: 40 000 cm/s , so extreme speed on melt.
This is probably causing the shear heating of melt.
Shear rate, max, when 30 MPa gas pressure: 1.449E+07 1/s , 10 449 000 1/s
For an unfilled PP, the max shear rate is 100 000 1/s.
So 100x above limit.
(You could find information in material details, tab Recommended Process, for max shear stress / shear rate.)
You might need to expect higher shear rate, due to the fast gas expansion.
Gas core.
The plot looks a bit strange, as gas core is not continuous.
Looks like a blow through of gas.
Maybe you need to also have more melt and switch over to gas pressure, when filled about 80%.
Reduce pressure, start with default 3 MPa.
Then review if you need to reduce or increase gas pressure.
If reasonable, you could increase pressure step wise, and change melt volume as needed, to improve the core out.
Hope this helps.
Regards,
Berndt
( If my comments are accepted, provide "Kudos" as appreciation. If your request is answered/resolved, please click the "Accept as Solution" button. Thanks.)















{kind=link}
{kind=link}
{kind=link}