


Message 1 of 5
Spherical 3D pocket
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
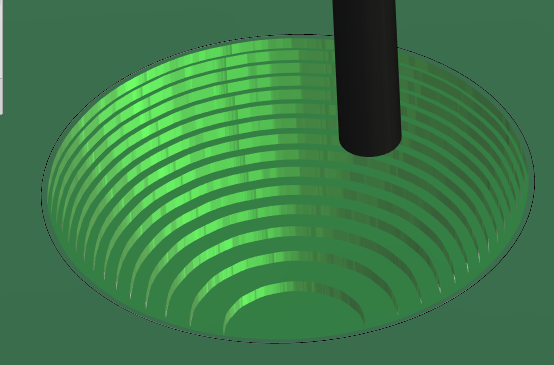
I'm trying to mill a spherical pocket. First step I'm using 3D adaptive clearing with a 1/4" flat end mill. Second step is a finishing pass and I'm using a scallop operation with 1/8" ball end mill In the 1/4" end mill operation I set stock to leave as 0.01". But when I go in with the scallop operation, there's a lot more then 0.01", it's closer to 1/8"
Attached is my Fusion 360. There are two spherical pockets, I've only tried milling the large one. I assume the small one will have the same issue.
Attached is my Fusion 360. There are two spherical pockets, I've only tried milling the large one. I assume the small one will have the same issue.

{kind=link}
{kind=link}
{kind=link}