Community
- Forums Home
- >
- Fusion Community
- >
- Manufacture Forum
- >
- Post Processor for RichAuto 11
Fusion Manufacture
Talk shop with the Fusion (formerly Fusion 360) Manufacture Community. Share tool strategies, tips, get advice and solve problems together with the best minds in the industry.
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Reply
Topic Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Printer Friendly Page
Message 1 of 64
Anonymous
19801 Views, 63 Replies
12-13-2017
10:14 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
12-13-2017
10:14 AM
Hello,
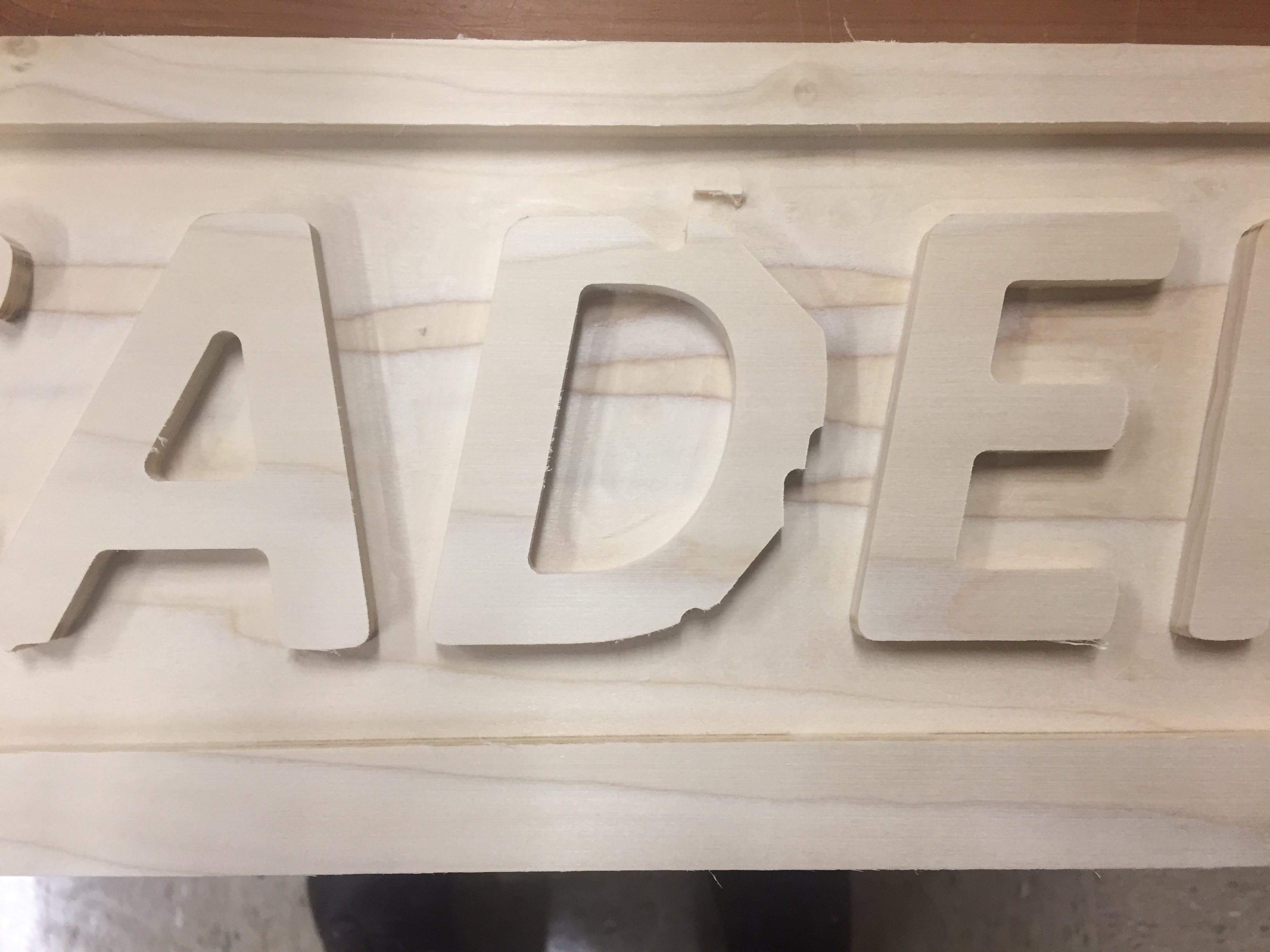
Recently our school purchased an Axiom Auto Pro 8, when it was purchased we were advised to use AutoDesk Fusion 360 as our design software, as we can use a student version for free since the school budget is extremely tight. For about a month now checking forums and trying different ideas we cannot get the CNC to replicate what we designed on the program. In the manual it reads that the RichAuto 11 controller will read standard GCode, we have tried Grbl/grbl, and RS-274D/rs274d, neither one will produce a completed project without some kind of issue. Below I attached our latest try. We are also struggling with time, the program forecasts about 10 minutes, and the actual project takes almost 2 hours. I am definitely a novice so there can be other problems within the program. I am hoping to find an answer in why we are having these dependencies between what Fusion is showing and what is actually getting done, and is there a better generic G - Code to use? Is there a different program we should use?
Your help is greatly appreciated
Thank you
Solved! Go to Solution.
Solved by fonsecr. Go to Solution.
63 REPLIES 63
Message 2 of 64
12-13-2017
10:31 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
12-13-2017
10:31 AM
Did your machine come with any sample programs or programming manuals? If so, please share them here if possible
One quick note: It's possible to post pictures right in your thread using the "Photos" button which you will see when you are creating or replying to a post
Also, please share your Fusion file:
File > Export > Save to local folder. Return to thread and attach the .f3d file in your reply
Seth Madore
Owner, Liberty Machine, Inc.
Good. Fast. Cheap. Pick two.
Message 3 of 64
12-13-2017
11:26 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
12-13-2017
11:26 AM
Thank you for the response,
- It did not come with a manual, what I attached is the manual that works with the controller. the code that it says it works with is standard GCode, and cam software such as Type3, ArtCam, UG, Pro/ E Master Cam, Cimatron, and Wentai.
-and that's good to know, much easier than attaching them.
Message 4 of 64
12-13-2017
01:00 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
12-13-2017
01:00 PM
And have you had any communication with the seller of the equipment? No support? Have you investigated any user forums for this model of machine and controller?
Seth Madore
Owner, Liberty Machine, Inc.
Good. Fast. Cheap. Pick two.
Message 5 of 64
12-14-2017
05:21 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
12-14-2017
05:21 AM
When I called them they told me that AutoDesk would be the place to figure out which post processor will work best. I guess i am trying to figure out if there is another style G-Code which would also be considered Standard? I have been searching different forums and still have been struggling for an answer.
Message 6 of 64
12-30-2017
11:24 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
12-30-2017
11:24 AM
Related forum post at https://forums.autodesk.com/t5/fusion-360-computer-aided/cam-360-which-gcode-for-axiom-autoroute-pro...
Looks like it did work - at least partially.
Make sure your stepper motor isnt skipping steps. You should be able to hear that when cutting.
I cant find any good info on the CNC though. But could easily be a problem with the CNC not supporting all standard G-codes.
René Fonseca
Software Architect
Message 7 of 64
01-02-2018
01:41 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
01-02-2018
01:41 PM
I made a first beta of a RichAuto post. You can get it from here:
http://cam.autodesk.com/posts/?p=richauto
Needs testing. There can easily be issues due to missing documentation. I have limited the post to only outputting arcs in the XY plane for now and a few other small things.
René Fonseca
Software Architect
Message 8 of 64
01-02-2018
01:43 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
01-02-2018
01:43 PM
If you do find issues. Then try to hand edit the NC code until it works - and send us feedback on what you have changed. Thanks.
René Fonseca
Software Architect
Message 9 of 64
01-07-2018
02:13 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
01-07-2018
02:13 PM
I am an Industrial designer, business owner, AR8 owner, Fusion subscriber with over 30 years experience designing CNC produced products and I am seriously disappointed with the Axiom's complete abdication of their responsibility to the customer on several fronts but the lack of support for post processors being the most egregious. Even two critical gcode commands from the software they support are ignored.
So when I realized that the machine was ignoring the feed rate commands ("F" code) in my G-Code it was ME that had to route out the problem by Googling the controller and through an obscure post found out that the "F" commands are ignored in the controller. As a result I had months of my machine slamming around the corners of 12 mm pockets when I had set it at 10 IPM. It was a quick fix to go in and turn it on but that fact was not in the user manual that they provide. Which, BTW, if you search on line for RichAuto 11 you can see that they have merely placed their name in the generic one coming from the controller manufacturer.
They also neglect to tell you that there is not spindle speed control ("S" codes in G-Code) so toss out your CNC Wizard subscription of $65 because there is no way that your extremely intelligent software is going to build corner slowing or curve reduction into your gcode since the machine is not even wired to accept those commands. Instead it is YOU that has to stand there and wait for tool paths to change so that YOU can adjust the speed by hand on a knob on the front of the controller box. Now THAT"S automation for you! Um, BTW you just lost 1/3 of the C in your "Computer-Numerical-Control".
So now to the post processor issue to which I have, and I ask your pardon, added my own Pre-processed gripe, hehe! On the Axiom forums the boys at Axiom are quite clear that to have a post processor for Fusion 360 it is Autodesk that has to belly up to the bar and create one. I don't know how that would happen unless they also had a machine to test it on but to end the passing the buck I'll offer a plan. You guys at Autodesk work with me and I will run processor output on my machine and test. If we get it to work then maybe you give me a lifetime subscription to Fusion 360 ( I am using it for commercial purposes but also teach it at a local Maker Lab, so I could be thought of as promoting it). Or something equivalent.
My company probably uses more of the high end expectation range of what this machine is capable of. But in that quest it is incumbent on the powers that be that there are open channels for the users between various machine and the great concept of collaborative software embodied in Fusion 360. The way it is now its easier to build your own machine than write a postprocessor. Something the guys at Axiom might keep in mind.
My 2c.
Message 10 of 64
01-07-2018
03:35 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
01-07-2018
03:35 PM
I highly recommend posting an Idea here with what you just said (IE offering to test the post processor): https://forums.autodesk.com/t5/hsm-post-processor-ideas/idb-p/985/tab/most-recent
I don't think there any guarantees, but you never know, if they have a post that is very close now it might not take much to get you what you need and make it public.
Neal Stein

New to Fusion 360 CAM? Click here for an introduction to 2D Milling, here for 2D Turning.
Find me on:
Instagram and YouTube
New to Fusion 360 CAM? Click here for an introduction to 2D Milling, here for 2D Turning.
Find me on:
Instagram and YouTube
Message 11 of 64
01-07-2018
04:11 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
Message 12 of 64
Anonymous
in reply to:
Anonymous
10-09-2018
07:33 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
10-09-2018
07:33 PM
We have a richauto controller on an OMNI router CNC and had a similar issue. Through basic trial and error we found outputting to gcode using the Carbide 3D (Grbl) post processor will work for milling processes but not cutting processes.

{kind=link}
{kind=link}
{kind=link}
Message 13 of 64
10-10-2018
02:14 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
10-10-2018
02:14 AM
Hi @Anonymous,
Did you try the RichAuto post also https://cam.autodesk.com/hsmposts?p=richauto ? If there is something we can do to improve it we want to do that. Our issue is that RichAuto is not well documented. But we should be able to make it work better than Carbide3D.
René Fonseca
Software Architect
Message 14 of 64
10-10-2018
03:28 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
10-10-2018
03:28 AM
Thanks, will attempt this. The richauto documentation does seem limited. Is there a cutting specific post processor for RichAuto? I can’t seem to get a post processor from cutting functions in fusion 360 that will then read in RichAuto? I’m using the 2d milling functions and changing the kerf to that of a plasma to make do, but keen to use the cutting process instead as the workflow is much better.
Message 15 of 64
10-10-2018
04:23 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
10-10-2018
04:23 AM
No, we dont have a Cutting post available - would need some documentation of what the output should be. If you know what the desired/working output is, then you could make a request on our Post Idea Station.
René Fonseca
Software Architect
Message 16 of 64
01-14-2019
07:40 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
01-14-2019
07:40 PM
Thanks for working on the RichAuto post processor. I have been testing the latest recently and find this or the carbide 3d work OK on our rich auto controller. We have another controller i need to create a post processor for (or find one) Attached is the manual and all functions and G code is in the back. Any idea which would work best from the exisiting plasma cutting controller post processors? Any help with this would be great. http://www.cnc-club.ru/forum/download/file.php?id=85906
Message 17 of 64
01-15-2019
04:14 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
01-15-2019
04:14 AM
The file you attached does not contain any solid examples of programs/. Do you have anything you can share that might point us in the right direction. Even a simple square or something will give us most of what we need
Seth Madore
Customer Advocacy Manager - Manufacturing
Message 18 of 64
01-16-2019
04:02 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
01-16-2019
04:02 AM
Better late than never...
The RichAuto A11 has to be told to honour G-code settings such as F and S for speed and spindle settings. This can be found under Machine Setup, G-Code settings. There are several youtube videos showing how to do this.
Also, a PostProcessor of generic Mach-3 will generate suitable code for the A11 to understand. Watch out for a header incremental G91.x code - your machine may not like this and generate incremental moves rather than more desirable absolute moves. You may also find the spindle speed output (S x) may still be ignored and not enable the spindle. In this case, disable (or remove) the Sx output and control the spindle manually with the pendant spindle speed buttons (Z+ and Z-) with the On/Off button combination if not running code or just the Z+/- buttons if code is running.
Message 19 of 64
Anonymous
in reply to:
Anonymous
01-16-2019
04:21 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
01-16-2019
04:21 AM
Warning: Watch out that the F2000 is not too fast for your machine!
N01 (Cut with DoC of 1mm from Z=Zero TopOfPart)
N02 ( a. a 100x100 mm Square outline with the following inside)
N03 ( b. a 50 mm Diameter Circle)
N04 ( c. a 20 mm Triagle)
N05 (using origin 0, 0 as bottom Left Corner for X and Y)
N09 ()
N10 % (SOF Header Start)
N20 (POST PROCESSOR: MACH2-3) (SOF PostProcessorName)
N30 (T.NC) ( SOF by: HarryE)
N40 ()
N50 (SOF Machine Setup)
N60 G21 (SOF Measurement Units: MM)
N70 G00 G17 G40 G49 G80 G90 G64 (SOF CanOffsets+ConstantVelocityMode)
N80 ()
N90 T1006 M6 (TLDIA=6.15) ( SOF Tool Selection)
N100 ()
N110 G01 Z2.000 F500 (SOF Move Z to Feed Plane Slowly)
N120 G01 X0.000 Y0.000 F500 (SOF Move X, Y to start Co-Ordinates)
N130 M03 (SOF Spindle on)
N140 M08 (SOF Coolant On)
N150 (SOF Header End)
N160 ()
N170 G01 Z-1.000 F150.0
N180 (BFFM)
N190 ()
N200 G01 X0.000 Y100.000 Z-1.000 F2000.0
N210 (AFFM)
N220 ()
N230 G01 X100.000 Y100.000 Z-1.000 F2000.0
N240 Y0.000
N250 (BLFM)
N260 ()
N270 G01 X0.000 Y0.000 Z-1.000 F2000.0
N280 (ALFM)
N290 ()
N300 G00 Z2.000
N310 X75.000 Y50.000
N320 G01 Z-1.000 F150.0
N330 (BFFM)
N340 ()
N350 G02 X25.000 Y50.000 Z-1.000 I-25.000 J0.000 F2000.0
N360 (AFFM)
N370 ()
N380 (BLFM)
N390 ()
N400 G02 X75.000 Y50.000 Z-1.000 I25.000 J0.000 F2000.0
N410 (ALFM)
N420 ()
N430 G00 Z2.000
N440 X40.000 Y40.000
N450 G01 Z-1.000 F150.0
N460 (BFFM)
N470 ()
N480 G01 X50.000 Y60.000 Z-1.000 F2000.0
N490 (AFFM)
N500 ()
N510 G01 X60.000 Y40.000 Z-1.000 F2000.0
N520 (BLFM)
N530 ()
N540 G01 X40.000 Y40.000 Z-1.000 F2000.0
N550 (ALFM)
N560 ()
N570 G00 Z2.000
N580 ()
N590 (EOF End Of File)
N600 M05 (EOF Spindle Off)
N610 M30 (EOF Rewind Program)
N620 ()
Message 20 of 64
01-16-2019
03:59 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
01-16-2019
03:59 PM
The spindle speed can be controlled by first enabling the G-code settings to tell the A11 to honour them similar to the steps needed for the F speed. Secondly, you have to set the approximate spindle speed valued as per the spindle. For example, for the Multi-Speed spindle wiring using the Y1-4 ouputs, tell the spindle drive to select a speed between 1 through 8. These might correspond to 6000, 9000, 12000, 16000, 20000, 22000, 24000 RPM. The first setting S1 should be set to zero RPM.
Under the Machine setup, Spindle, find the S1 through 8 values and enter the speeds as above, use S1 = 0 and go from there. Then in G-Code, selecting S9000 for 9000 RPM will select the setting for S3 and give that speed. It is not continuously variable because the A11 motion control board does not have a PWM output signal.
Reply
Topic Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Printer Friendly Page
Forums Links
Can't find what you're looking for? Ask the community or share your knowledge.
Post to forums
