Community
Moldflow Insight Forum
Welcome to Autodesk’s Moldflow Insight Forums. Share your knowledge, ask questions, and explore popular Moldflow Insight topics.
Turn on suggestions
Auto-suggest helps you quickly narrow down your search results by suggesting possible matches as you type.
Reply
Topic Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Printer Friendly Page
Message 1 of 8
Anonymous
1126 Views, 7 Replies
02-06-2014
11:31 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
02-06-2014
11:31 AM
Filling process model
Hi again,
guys do u know which methodology does Moldflow Insight (at least the 2012 version i use) use for the filling process ?
I read somewhere that the entire filling process is by fountain flow, but most books say that modern programms use the General Hele-Shaw (GHS) model. If the second is valid, the GHS obviously applies to the dual domain models and for the 3D models the Navier-Stokes equations are used ??
thanks.
7 REPLIES 7
Message 2 of 8
02-06-2014
02:01 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
02-06-2014
02:01 PM
Well, 3D simulation used the Navier-Stokes for compressible fluids coupled with heat transfer, PVT and rheological equation (viscosity as function of the shear rate, temperature and pressure). Midplane and dual domain use GHS coupled with the same equations.
Fountain flow is a special feature of the flow near the flow front (a few thicknesses in depth) : in the middle melt flows faster than the flow front moveas and near the walls melt flows slower (or does not flow at all if it is frozen) than the flow front so to keep the balance there is a significant movement of the flow in thickness direction from the middle towards the walls. Usually this secondary flow does not have much effect on pressure distribution (the secondary flow is much weaker than the primary and occurs only near the flow front) but significantly affects temperature solution (even near walls the plastic is hot when it is first filled because it is filled from the core area of the melt) and fiber orientation (it orients fibers thicknesswise). 3D (Navier-Stokes) accounts for the fountain flow naturally. Midplane and dual domain (GHS) ignore the thickness component of the flow so a special algorithm is used for the flow near the flow front that takes into account the fountain effect.
The alternative to the flow front filling (with the fountain effect) is jetting. GHS does not work correctly if jetting occurs, 3D simulates jetting reasonably well.
Message 3 of 8
02-07-2014
04:16 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
02-07-2014
04:16 AM
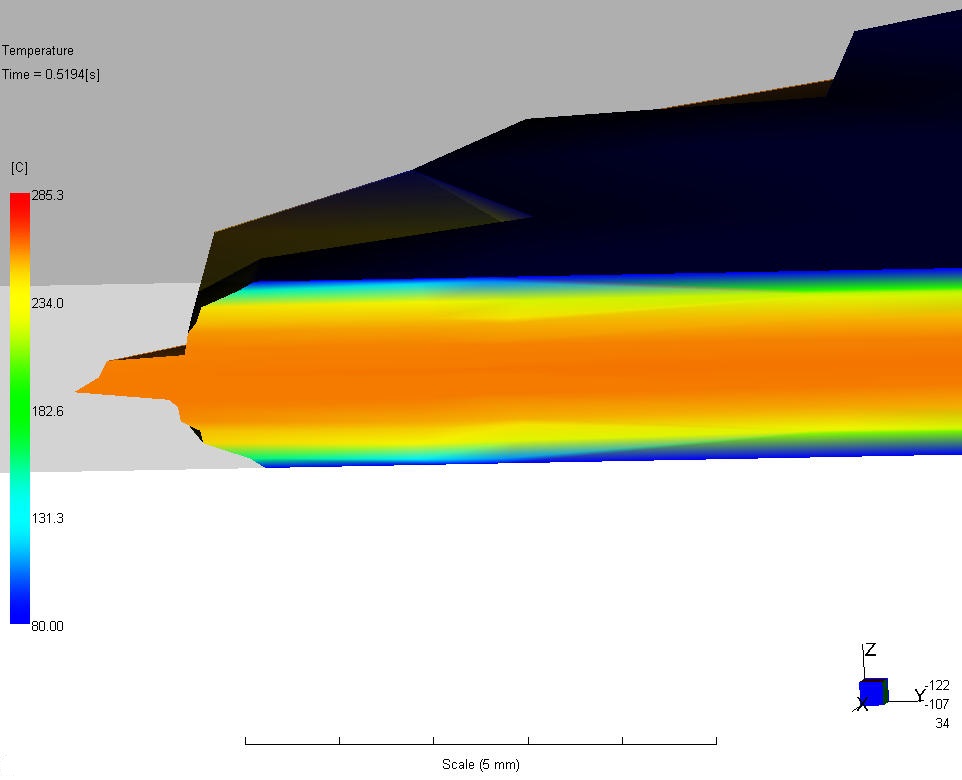
i was looking at the temperature result (3D) and i was trying to zoom in on the flow front at t = 0.5 sec (filling time 1 sec). I didnt quite get what was going on. I am posting 2 photos, maybe u can help me ?
Message 4 of 8
Anonymous
in reply to:
Anonymous
02-07-2014
05:29 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
02-07-2014
05:29 AM
If you want to get a more precise idea of the flow front you should use a finer mesh and an higher layer number
Message 5 of 8
02-07-2014
09:36 AM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
02-07-2014
09:36 AM
If u have time, can u please help me with sth ? I am stucked for days over this.
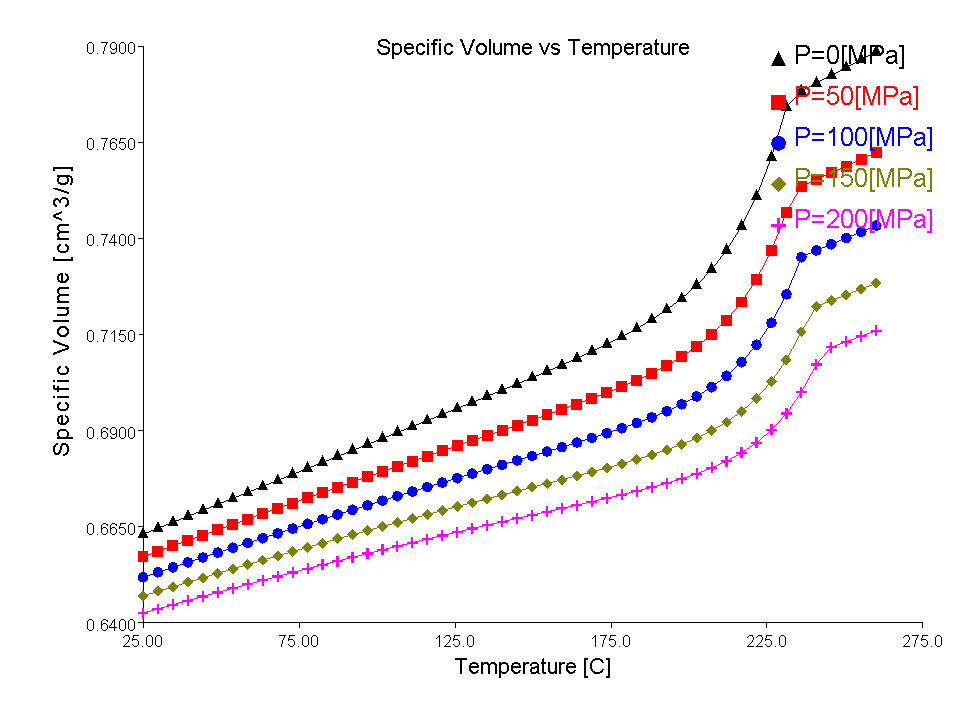
I am using a semi-crystalline material. The attached file will show you the PVT diagram for this material (CRASTIN HR5330HF NC010 - MOLDFLOW VERIFIED). As one can see, the sharp point in the diagram is around 232 C. It's known that: Tt(p) = b5 + b6*P, where b5 = 505.15 K = 232 C (according to the table of the 2-domain Tait model).
HOWEVER !!! In the rheological tab, there is a box, where it says: Ttrans. = 201 C.
How can this be possible ? 2 different transition temperatures ? I used as melting temperature the 199 C and the 225 C, as an example. With 199 C it DID NOT RUN, but with the 225 C it runs successfully.
Is this a mistake on the values of of the material ? I also checked the time when packing ends. The frozen vol. is 99.9% at that time, and i think the reason is because there are some regions with temperatures around 205-206 C. However, according to the pvt diagram this SHOULD be 232 C ++, am i not right ?
thanks !
Ttrans. = the temperature below which melt becomes solid. Correct ?
Message 7 of 8
02-09-2014
03:53 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
02-09-2014
03:53 PM
Well.
Both are expedimental data. TTrans is obtained by the DSC (differential scanning calorimetry), usually at the higherst possible cooling rate (~100K/minute). pVT is obtained by the apparatuses such as Gnomix at the equlibrium conditions (usually using the settings of so called "Isothermal Cooling" - starting with the highest temperature measure V at all the pressure range, then change the temperature settings to the second highest, wait the equilibrium, measure V at all the pressures, etc.). Since the transfer temperature depends upon the cooling rate, thus two methods gives different temperatures - usually PVT gives higher and DSC gives lower. Those are raw data, Moldflow is aware of the difference in TTrans and uses uses both data (the details of the algorithm are proprietary).
The main reason for transition temperature dependence of transition temperature upon the cooling rate is that crystallisation is a process that has a finite speed. The crystallisation kinetics is accounted to in Scandium family of the solvers.
Message 8 of 8
02-09-2014
10:58 PM
- Mark as New
- Bookmark
- Subscribe
- Mute
- Subscribe to RSS Feed
- Permalink
- Report
02-09-2014
10:58 PM
So i have: Ttrans. = 201 C
Tt(p) = b5+b6*p = 232 - 234 C
a) How can i explain the fact that when i use a Tmelt = 225 i have a
successful analysis, but when a Tmelt = 199 C is used the analysis is
unable to run ?
b) If i was to present a .ppt, i would certainly show the pvt diagram with
the b5 value at 232 C (where the big drop occurs), BUT i should inform the
audience that actually this 232 C value is the 201 C ?
The reason i am asking is that at the end of packing phase, at t = 5 sec,
logs say: frozen vol. 99.9%.
So i go check my temperature result, i cut the center-gated disk in half,
and see the temperature inside the cavity and i focus near the gate area.
What i observe is that there are regions under < 201 C and some regions
around ~ 204-208 C.
>From what i can understand, is that Moldflow eventually considers the 201 C
as the transition temperature.
c) Going below a Ttrans. means that melt goes to solid *INSTANTLY* ?
Thanks in advance,
i hope i am not interrupting you from your work.
I really appreciate your help.
Tt(p) = b5+b6*p = 232 - 234 C
a) How can i explain the fact that when i use a Tmelt = 225 i have a
successful analysis, but when a Tmelt = 199 C is used the analysis is
unable to run ?
b) If i was to present a .ppt, i would certainly show the pvt diagram with
the b5 value at 232 C (where the big drop occurs), BUT i should inform the
audience that actually this 232 C value is the 201 C ?
The reason i am asking is that at the end of packing phase, at t = 5 sec,
logs say: frozen vol. 99.9%.
So i go check my temperature result, i cut the center-gated disk in half,
and see the temperature inside the cavity and i focus near the gate area.
What i observe is that there are regions under < 201 C and some regions
around ~ 204-208 C.
>From what i can understand, is that Moldflow eventually considers the 201 C
as the transition temperature.
c) Going below a Ttrans. means that melt goes to solid *INSTANTLY* ?
Thanks in advance,
i hope i am not interrupting you from your work.
I really appreciate your help.
Reply
Topic Options
- Subscribe to RSS Feed
- Mark Topic as New
- Mark Topic as Read
- Float this Topic for Current User
- Bookmark
- Subscribe
- Printer Friendly Page

{kind=link}
{kind=link}
{kind=link}